Ė▀░▒Ą¬╣▄╝■╔·«aÅU╦«╠Ä└Ē╣ż╦ć
ųąć°╬█╦«╠Ä└Ē╣ż│╠ŠW ĢrķgŻ║2015-2-9 14:03:08
╬█╦«╠Ä└Ē╝╝ąg | ģRŠ█╚½Ū“Łh▒Ż┴”┴┐Ż¼ĮĄĄ═Ų¾śIų╬╬█│╔▒Š
╬ÕĮąąśIųąŻ¼×ķĖ─╔Ų«aŲĘ▒Ē├µąį─▄╗“─═Ė»╬g╠žąįŻ¼│Ż▓╔ė├Ż©ÅŖŻ®╦ßū„×ķŪÕŽ┤ä®╗“Ė»╬g䮯¼ī”╬ÕĮųŲŲĘ▀Mąą▒Ē├µŪÕŽ┤╗“Ė»╬g╠Ä└ĒĪŻŪÕŽ┤╗“Ė»╬g╣żą“║¾Ż¼▒žĒÜė├ŪÕ╦«ī”«aŲĘ║═įOéõ▀MąąŲ»Ž┤Ż¼ę“Č°«a╔·ÅU╦ßę║║═╦ߎ┤ÅU╦«ĪŻļSų°«aśIĄ─┐ņ╦┘╔²╝ē░lš╣╝░│ų└mēč┤¾Ż¼Ųõ╔·«a▀^│╠ųą╦∙«a╔·Ą─ÅU╦«å¢Ņ}ę▓īóĢ■╚šęµ═╣’@ĪŻ
įć“×▀xė├Ø·─Ž╩ą─│ĶTįņ╣½╦ŠĄ─╔·«aÅU╦«ū„×ķįć“×ė├╦«ĪŻįō╣½╦Š╩Ūę╗╝ęÅ─╩┬¼öõō╣▄╝■Īóõō╣▄ĮėŅ^Ą╚╣▄┬Ę▀BĮė╝■╔·«aĄ─│÷┐┌ą═Ų¾śIŻ¼į┌Ųõī”«aŲĘ▀Mąą║¾Ų┌╝ė╣ż╠Ä└Ē▀^│╠ųąŻ¼«a╔·┤¾┴┐Ą─ÅU╦«ĪŻ╣Pš▀įć“×ī”įō╔·«aÅU╦«╠Ä└Ē╣ż╦ć▀Mąą┴╦ŽÓæ¬Ą─įć“×蹊┐Ż¼ęįŲ┌×ķ┤╦ŅÉÅU╦«╠Ä└Ē╣ż╦ćĄ─▀xō±╝░įOėŗ▀\ąą╠ß╣®ģó┐╝║═ę└ō■ĪŻ
1 ÅU╦«╦«┘|┼c╠Ä└Ē╣ż╦ć┴„│╠
1.1 ÅU╦«╦«┘|
įć“×ė├╔·«aÅU╦«ų„ę¬üĒūįė┌╣▄╝■╔·«a║¾Ų┌╠Ä└Ē╣żą“Ż¼ų„ę¬░³└©╦ߎ┤ĪóÕāõ\ĪóŲ»Ž┤Ą╚ÅU╦«ĪŻÅU╦«╦«┘|│╔ĘųÅ═ļsŻ¼░³║¼ÅU╦ßĪó░▒Ą¬ĪóTFe║═Zn2+Ą╚ĪŻŠ▀¾w╦«┘|ųĖś╦╚ń▒Ē 1╦∙╩ŠĪŻ
| ĒŚ─┐ | pH | COD/(mg.L -1 ) | ░▒Ą¬/(mg.L -1 ) | TN/(mg.L -1 ) | TFe/(mg.L -1 ) | Zn 2+ /(mg.L -1 ) |
| öĄųĄ | 1.3 | 44 | 373 | 482 | 8069 | 1495 |
1.2 ÅU╦«╠Ä└Ē╣ż╦ć┴„│╠
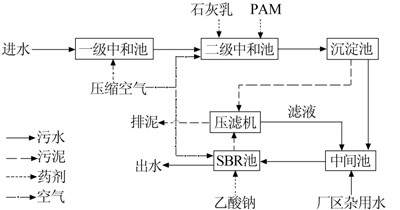
Å─╔·«aÅU╦«Ą─╦«┘|ųĖś╦┐╔ęį┐┤│÷Ż¼ÅU╦«╠Ä└ĒĄ─ļy³cį┌ė┌Įī┘ļxūėĪó░▒Ą¬Ą─╚ź│²Ż¼ęį╝░ĮĄĄ═pHųą║═Ą─│╔▒ŠĪŻÅU╦«│╩ÅŖ╦ßąįŻ¼▓ó║¼ėąėąČŠėą║”╬’┘|Ż¼æ¬Ž╚▀Mąą╬’╗»ŅA╠Ä└ĒŽ¹│²ÅU╦«Ą─ČŠąįŻ¼į┘▀Mąą╔·╬’├ōĄ¬╠Ä└ĒĪŻÅU╦«ųą║¼ėą┤¾┴┐Ą─░▒Ą¬Ż¼▓óŪę╚▒Ę”ėąÖC╬’ĪŻę“┤╦Ż¼ę²╚ļ║¼ėąėąÖC╬’Ą─ÅSģ^╚šļsė├╦«Ż¼ęįča│õ╦∙ąĶėąÖC╬’ĪŻŠC║Ž╔Ž╩÷ŪķørĘų╬÷Ż¼▀x╚ĪÅU╦«╠Ä└Ē╣ż╦ć┴„│╠╚ńłD 1╦∙╩ŠĪŻ
1.3 ╣ż╦ć┴„│╠šf├„
1.3.1 ╬’╗»ŅA╠Ä└Ē
ī”ÅU╦«▀Mąą╬’╗»ŅA╠Ä└ĒĄ──┐Ą─╩Ū╚ź│²▓┐Ęų╬█╚Š╬’Ż©TFeĪóZn2+Ż®Ż¼▓ó═Ļ│╔pHĄ─š{š¹ĪŻ▓╔ė├ā╔╝ēųą║═│┴ĄĒ╣ż╦ćŻ║ę╗╝ēųą║═│ž▓╔ė├ārĖ±Ą═┴«Ą─╩»╗ę╩»▀Mąą╦ߥ─ŅAųą║═Ż¼£p╔┘ųą║═╦Ää®ė├┴┐Ż╗Č■╝ēųą║═│ž═©▀^═Č╝ė╩»╗ę╚ķš{╣ØpHŻ¼▓ó═©▀^ŲžÜŌīóFe2+č§╗»│╔Fe3+ĪŻūŅĮKą╬│╔│┴ĄĒ╚ź│²Fe2+ĪóZn2+Ż╗ę“─Ó┴┐▌^┤¾Ż¼×ķĖ─╔Ų─Ó╦«Ęųļxą¦╣¹Ż¼į┌Č■╝ēųą║═│žųą╝ė╚ļŠ█▒¹Ž®§Ż░ĘŻ©PAMŻ®Ż¼╚╗║¾▀M╚ļ│┴ĄĒ│ž│┴ĄĒĪŻ╬█╦«Įø╬’╗»ŅA╠Ä└Ē║¾Ż¼▀M╚ļ║¾└m╔·╬’├ōĄ¬╠Ä└Ē▀^│╠ĪŻ
└¹ė├╩»╗ę╩»ŅAųą║═ĢrŻ¼╚▌ęū«a╔·┴“╦ßŌ}Ė▓╔wį┌Ųõ▒Ē├µČ°ūĶĄKĘ┤æ¬Ą─▀Mę╗▓Į▀MąąĪŻį┌ŅAųą║═Ģr╝ė╚ļŲžÜŌ╩ųČ╬Ż¼┐╔ėąą¦▒▄├Ō┴“╦ßŌ}│┴Ęe╬’Ą─Ė▓╔wŻ¼▒ŻšŽĘ┤æ¬Ą─│ų└m▀MąąŻ╗═¼ĢrŻ¼ŲžÜŌ▀Ć┐╔ėąą¦┤Ą├ōĘ┤æ¬▀^│╠ųą«a╔·Ą─CO2Ż¼£p╔┘Č■╝ēųą║═ĢrĄ─╩»╗ę╚ķ║─ė├┴┐ĪŻ
1.3.2 ╔·╬’├ōĄ¬
╔·«aÅU╦«║¼ėą▌^Ė▀ØŌČ╚Ą─░▒Ą¬Ż¼Č°ėąÖC╬’║¼┴┐śOĄ═Ż¼│╩¼F’@ų°Ą─Ī░Ą═╠╝Ė▀Ą¬Ī▒╠žąįŻ¼▓╗└¹ė┌╔·╬’├ōĄ¬Ę┤æ¬ĪŻį┌ųąķg│žŻ¼ę²╚ļÅSģ^╚šļsė├╦«┼c╬’╗»ŅA╠Ä└Ē║¾Ą─╔·«aÅU╦«╗ņ║ŽŻ¼┐╔ęįča│õėąÖC╠╝į┤Ż¼▓óī”╔·«aÅU╦«ŲĄĮŽĪßīū„ė├ĪŻ▀xė├Ī░╚▒č§/║├č§/╚▒č§/║├觯©A/O/A/OŻ®Ī▒ĘĮ╩Į▀\ąąĄ─SBR╣ż╦ć▀Mąą╔·╬’├ōĄ¬ĪŻę╗╝ē╚▒č§Č╬Ż¼▀M╦«ųąĄ─Ž§æBĄ¬└¹ė├╚šļsė├╦«ųąĄ─ėąÖC╬’▀MąąĘ┤Ž§╗»├ōĄ¬Ż╗ę╗╝ē║├č§Č╬Ż¼ų„ę¬═Ļ│╔░▒Ą¬Ą─Ž§╗»Ę┤æ¬Ż╗Č■╝ē╚▒č§Č╬Ż¼ų„ę¬└¹ė├═Č╝ėĄ─ęę╦ßŌcū„×ķ╠╝į┤═Ļ│╔Ę┤Ž§╗»Ę┤æ¬Ż╗Č■╝ē║├č§Č╬Ż¼└^└m═Ļ│╔├ōĄ¬Ę┤æ¬Ż¼Ž¹║─Üł┴¶Ą─ėąÖC╬’Ż¼▒ŻūC│÷╦«╦«┘|ĪŻ═¼ĢrŻ¼═©▀^ŲžÜŌ┤Ą├ō╦«ųąĄ─Ą¬ÜŌŻ¼ęįĖ─╔Ų╗Ņąį╬█─ÓĄ──Ó╦«Ęųļxą¦╣¹ĪŻ
2 įć“×ĘĮĘ©
2.1 ╬’╗»ŅA╠Ä└Ēįć“×
į┌įć“×ųąŻ¼ā╔╝ēųą║═│žŠ∙ęįķgą¬ĘĮ╩Į▀\ąąĪŻę╗╝ēųą║═│žā╚Ż¼═©▀^▀B└m▒O£yÅU╦«pHĄ─ūā╗»ŪķørŻ¼┐╔Ą├ĄĮ▓╗═¼HRTŽ┬Ż¼ę╗╝ēųą║═│ž│÷╦«Ą─pHĪŻČ■╝ēųą║═│žųąŻ¼═Č╝ė╩»╗ę╚ķš{╣ØpH×ķ7.0~7.5Ż¼Įø│õĘųŲžÜŌŻ¼īóFe2+č§╗»│╔Fe3+Ż¼ą╬│╔FeŻ©OHŻ®3│┴ĄĒĪŻ└^└m═Č╝ė╩»╗ę╚ķŻ¼š{╣ØpHų┴8.5ū¾ėęŻ¼╩╣Zn2+ą╬│╔ZnŻ©OHŻ®2│┴ĄĒČ°╚ź│²ĪŻ×ķĖ─╔Ų╬█─Ó│┴ĄĒą¦╣¹Ż¼┐╝▓ņ▓╗═¼PAM═Č╝ė┴┐═Č╝ėĢrĄ─│┴ĄĒą¦╣¹Ż¼ęį╝░TFeĪóZn2+Ą─╚ź│²ŪķørĪŻ
2.2 ╔·╬’├ōĄ¬įć“×
╔·╬’├ōĄ¬▓╔ė├SBRĘ┤æ¬Ų„Ż¼ęįĪ░A/O/A/OĪ▒ĘĮ╩Į▀\ąąĪŻĖ„Č╬▀\ąąĢrķg×ķŻ║╦▓Ģr▀M╦«Ż¼╚▒č§öć░Ķ1 hŻ¼║├č§ŲžÜŌ15hŻ¼╚▒č§öć░Ķ4hŻ¼║¾ų├ŲžÜŌ2 hŻ¼│┴ĄĒ1 hŻ¼┼┼╦«Īóņoų├1 hŻ¼├┐╠ņ▀\ąą1éĆų▄Ų┌ĪŻSBRĘ┤æ¬Ų„┼┼╦«▒╚×ķ1Ī├2Ż¼Ę┤æ¬Ų„╬█─Ó┘|┴┐ØŌČ╚×ķ4000mg/LĪŻ▀\ąą▀^│╠ųąŻ¼═©▀^NaOH║═H2SO4š{╣ØpHį┌7~8ų«ķgŻ¼╚▒č§Č╬ų╗öć░ĶŻ¼╚▄ĮŌ觹Īė┌0.5mg/LŻ¼║├č§Č╬╚▄ĮŌč§┤¾ė┌2.0mg/LĪŻį┌Č■╝ē╚▒č§Č╬░┤C/N=5═Č╝ėęę╦ßŌcū„×ķĘ┤Ž§╗»╠╝į┤ĪŻ
3 įć“×ĮY╣¹┼cĘų╬÷
3.1 ę╗╝ēųą║═│ž╠Ä└Ēą¦╣¹
╔·«aÅU╦«▀M╚ļę╗╝ēųą║═│ž║¾Ż¼ÅU╦«ųąĄ─╦ß┼c╩»╗ę╩»░l╔·ųą║═Ę┤æ¬Ż¼┐╝▓ņpHļSHRTĄ─ūā╗»Ūķør░l¼FŻ║ÅU╦«▀M╚ļę╗╝ēųą║═│ž║¾Ż¼pHį┌║▄Č╠Ą─═Ż┴¶Ģrķgā╚╔Ž╔²ĄĮ3ū¾ėęŻ¼╚╗║¾ŠÅ┬²╔Ž╔²Ż¼HRT▀_ĄĮ2h║¾Ż¼pH╗∙▒Š▓╗ūāĪŻ╩»╗ę╩»ī”╦ßąįÅU╦«Ą─ųą║═ą¦╣¹╩▄HRTĪó╩»╗ę╩»ųą╠╝╦ßŌ}║¼┴┐ęį╝░╩»╗ę╩»┴ŻÅĮĄ╚ČÓĘNę“╦žĄ─ė░ĒæŻ¼╩╣ė├Ģræ¬Ė∙ō■įć“×Ūķør┤_Č©ūŅ╝čĄ─HRTĪŻ
īóę╗╝ēųą║═│žĄ─│÷╦«ņoų├│┴ĄĒ1 hŻ¼╚Ī╔ŽŪÕę║£yČ©ÅU╦«╦«┘|░l¼FŻ║pH=3.4Ż¼TFe=7 967 mg/LŻ¼TFe╚ź│²┬╩×ķ1.3%Ż¼Zn2+×ķ1 400 mg/LŻ¼Zn2+╚ź│²┬╩×ķ6.4%ĪŻ┐╔ęŖ═©▀^ę╗╝ēųą║═│ž╠Ä└Ē║¾Ż¼│÷╦«pH╚į▌^Ą═Ż¼▓╗─▄═©▀^╔·│╔│┴ĄĒ╚ź│²Fe2+ĪóZn2+Ż¼Ę┤æ¬Ū░║¾Įī┘ļxūėØŌČ╚Äū║§ø]ėąūā╗»ĪŻ
3.2 Č■╝ēųą║═│ž╠Ä└Ēą¦╣¹
═¶┤¾┴ÜĄ╚蹊┐▒Ē├„Ż║į┌pH×ķ7.0~7.5Śl╝■Ž┬ŲžÜŌŻ¼Fe2+┐╔čĖ╦┘▐D╗»│╔Fe3+Ż¼ŪęFe3+į┌pH┤¾ė┌4.1ĢrŻ¼╝┤┐╔╔·│╔FeŻ©OHŻ®3│┴ĄĒĪŻ└ŅÅVųŠĄ╚蹊┐▒Ē├„Ż║Zn2+ķ_╩╝│┴ĄĒĄ─pH×ķ6.84Ż¼ę¬Ųõ│┴ĄĒ═Ļ╚½Ż¼ätpHæ¬┤¾ė┌8.0ĪŻÅU╦«▀M╚ļČ■╝ēųą║═│ž║¾Ż¼ė├╩»╗ę╚ķš{╣ØpH×ķ7.0~7.5Ż¼ŲžÜŌ4 hŻ¼īóFe2+č§╗»│╔Fe3+ĪŻ▓óė├╩»╗ę╚ķš{╣ØĘ┤æ¬│ž│÷╦«pHų┴8.5ū¾ėęĪŻ
Č■╝ēŲžÜŌųą║═│ž╠Ä└Ē║¾ņoų├│┴ĄĒ1 hŻ¼╚Ī╔ŽŪÕę║£yČ©╦«┘|░l¼FŻ║pH=8.3Ż¼TFe=11.7 mg/LŻ¼TFe╚ź│²┬╩×ķ99.9%Ż¼Zn2+×ķ2.2 mg/LŻ¼Zn2+╚ź│²┬╩×ķ99.9%ĪŻČ■╝ēųą║═│ž│÷╦«Ą─TFeĪóZn2+ØŌČ╚Š∙▌^Ą═ĪŻČ■╝ēųą║═│ž═©▀^┐žųŲ│÷╦«pHŻ¼īŹ¼F┴╦TFeĪóZn2+Ą─═¼Ģr╚ź│²ĪŻ
3.3 ═Č╝ėPAMī”╠Ä└Ēą¦╣¹Ą─ė░Ēæ
ÅU╦«ĮøČ■╝ēųą║═│ž╠Ä└Ē║¾Ż¼Ęųäe╝ė╚ļ▓╗═¼┴┐Ą─PAMĪŻ£yČ©─Óį³│┴ĮĄ▒╚ļS│┴ĄĒĢrķgĄ─ūā╗»ŪķørŻ¼ĮY╣¹╚ńłD 2╦∙╩ŠĪŻ

│┴ĄĒ1 h║¾Ż¼╚Ī╔ŽŪÕę║£yČ©▓╗═¼PAM═Č╝ė┴┐Ž┬Ż¼TFeĪóZn2+Ą─╚ź│²ą¦╣¹Ż¼ĮY╣¹╚ńłD 3╦∙╩ŠĪŻ
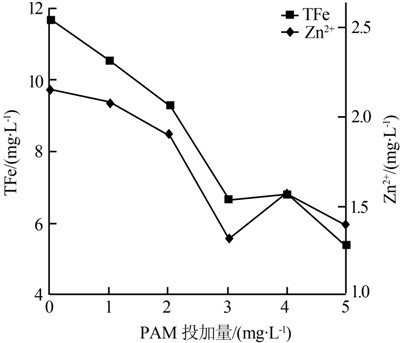
ė╔łD 2┐╔ęŖŻ¼į┌PAM═Č╝ė┴┐▌^ąĪĢrŻ¼ļSų°PAM═Č╝ė┴┐Ą─╠ßĖ▀Ż¼─Óį³Ą─│┴ĮĄąį─▄╠ßĖ▀Ż¼▀_ĄĮŽÓ═¼│┴ĮĄ▒╚╦∙ąĶĢrķg┐sČ╠ĪŻ«öPAM═Č╝ė┴┐┤¾ė┌3 mg/L║¾Ż¼─Óį³Ą─│┴ĮĄąį─▄ūā╗»▌^ąĪĪŻ«ö│┴ĄĒĢrķg┤¾ė┌30 min║¾Ż¼─Óį³Ą─│┴ĮĄ▒╚ŽÓ▓Ņ▓╗┤¾ĪŻ
ė╔łD 3┐╔ęŖŻ¼ļSų°PAM═Č╝ė┴┐Ą─į÷╝ėŻ¼│÷╦«TFeĪóZn2+Ą─ØŌČ╚│╩¼FŽ┬ĮĄĄ─┌ģä▌Ż╗ų▒ĄĮPAM═Č╝ė┴┐▀_ĄĮ3 mg/Lęį║¾Ż¼TFeĪóZn2+Ą─│÷╦«ØŌČ╚ūā╗»▌^ąĪĪŻŠC╔ŽŻ¼═Č╝ėPAM╠ßĖ▀┴╦─Óį³Ą─│┴╦┘Ż¼Ė─╔Ų┴╦ÅU╦«ųą╝ÜąĪæęĖĪŅw┴ŻĄ─ą§─²│┴ĄĒą¦╣¹Ż¼Å─Č°╠ßĖ▀┴╦│÷╦«╦«┘|ĪŻĄ½PAMĄ─═Č╝ė▓╗Ė─ūā─Óį³│┴ĄĒ║¾Ą─¾wĘeĪŻ
ŠC║Ž┐╝æ]╠Ä└Ēą¦╣¹║═ĮøØ·ąįŻ¼▀xō±PAM═Č╝ė┴┐×ķ3mg/LĪŻą§─²│┴ĄĒ1h║¾Ż¼£yČ©│÷╦«╦«┘|░l¼FŻ║pH=8.3Ż¼TFe=6.7mg/LŻ¼TFe╚ź│²┬╩×ķ99.9%Ż¼Zn2+×ķ1.3 mg/LŻ¼Zn2+╚ź│²┬╩×ķ99.9%ĪŻĮø▀^╬’╗»ŅA╠Ä└Ē▀^│╠Ż¼ÅU╦«ųąĄ─ėąČŠėą║”│╔Ęųęč╗∙▒Š╚ź│²Ż¼┐╔▀Mąą╔·╬’├ōĄ¬╠Ä└ĒĪŻ
3.4 ╔·╗»╠Ä└Ē├ōĄ¬
įć“×ųąŽ“╬’╗»ŅA╠Ä└Ē║¾Ą─īŹļH╔·«aÅU╦«Ż¼ča│õėąÖCĀIB╬’┘|Ż¼ęį╝░╬ó┴┐į¬╦žŻ©MnCl2Īż4H2OŻ¼30mg/LŻ╗Ż©NH4Ż®6Mo7O24Īż4H2OŻ¼50mg/LŻ╗H3BO3Ż¼30mg/LŻ╗CuCl2Ż¼30mg/LŻ╗KIŻ¼45mg/LŻ╗AlCl3Ż¼50mg/LŻ╗CoCl2Ż¼50mg/LŻ╗NiCl2Ż¼50mg/LŻ®Ż¼┼õųŲ│╔╔·╬’├ōĄ¬įć“×ė├╦«Ż¼ų„ę¬╦«┘|Ż║pH×ķ7.8~8.2Ż¼COD×ķ295~326 mg/LŻ¼░▒Ą¬×ķ250~273 mg/LŻ¼TN×ķ337~375 mg/LĪŻ
3.4.1 SBRĘ┤æ¬Ų„Ą─åóäė±Z╗»
įć“×ųą╦∙ė├Ą─ĮėĘN╬█─Ó╚Īūį╠®▀_╬█╦«╠Ä└ĒÅSŻ¼╬█─Ó│╩╗ę║┌╔½Ż¼ŲžÜŌ48h║¾Ż¼╬█─ÓŅü╔½▐D×ķūž║ų╔½Ż¼ķ_╩╝Ž“Ę┤æ¬Ų„╝ė╚ļįć“×ė├╦«ĪŻSBRĘ┤æ¬Ų„åóäė±Z╗»Ų┌ķgŻ¼═©▀^┐žųŲ┼┼╦«▒╚Ż¼š{╣ØĘ┤æ¬Ų„ā╚╬█╚Š╬’Ą─ØŌČ╚Ż¼▓óų▓Įīó┼┼╦«▒╚╠ß╔²ų┴1Ī├2ĪŻ▀B└m▒O£y├┐éĆ▀\ąąų▄Ų┌▀M╦«║¾Ż¼Ę┤æ¬Ų„ā╚╬█╚Š╬’ØŌČ╚ūā╗»ĪŻ▒O£yĮY╣¹’@╩ŠŻ║Įø▀^20dĄ─åóäė±Z╗»Ż¼TNĪó░▒Ą¬╚ź│²┬╩┐╔ĘĆČ©▀_ĄĮ95%ęį╔ŽĪŻåóäė±Z╗»Ų┌ķgŻ¼Ę┤æ¬Ų„ā╚TNĪó░▒Ą¬Ą─╚ź│²Ūķør╚ńłD 4╦∙╩ŠĪŻ
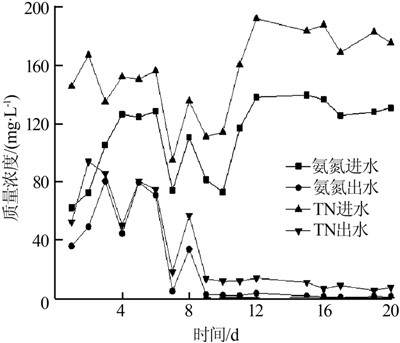
ė╔łD 4┐╔ęŖŻ¼į┌åóäė±Z╗»ę╗Č╬Ģrķg║¾Ż¼│÷╦«╦«┘|ĘĆČ©Ż¼│÷╦«TNĪó░▒Ą¬ØŌČ╚Š∙╠Äį┌▌^Ą═Ą─ØŌČ╚ĪŻ┐╔ęŖŻ¼įō╠Ä└Ē╣ż╦ćī”Ė▀░▒Ą¬╣▄╝■╔·«aÅU╦«Ą─├ōĄ¬ėą▌^║├Ą─╠Ä└Ēą¦╣¹ĪŻę▓šf├„╬’╗»ŅA╠Ä└Ē╣ż╦ćŽ¹│²┴╦╔·«aÅU╦«ųąĄ─ėąČŠ│╔ĘųŻ¼╩╣SBR╔·╬’├ōĄ¬▀^│╠Ą├ęįĘĆČ©▀MąąĪŻ
3.4.2 SBRĘ┤æ¬Ų„ĘĆČ©▀\ąą║¾Ą─╠Ä└Ēą¦╣¹
åóäė±Z╗»ļAČ╬ĮY╩°║¾Ż¼▀B└m▒O£yČÓéĆų▄Ų┌ā╚Ę┤æ¬Ų„Ą─│÷╦«╦«┘|Ż¼▒O£yĮY╣¹╚ń▒Ē 2╦∙╩ŠĪŻ
| ĒŚ─┐ | pH | COD/(mg.L -1 ) | ░▒Ą¬/(mg.L -1 ) | TN/(mg.L -1 ) | TFe/(mg.L -1 ) | Zn 2+ /(mg.L -1 ) |
| ŲĮŠ∙ųĄ | 7~8 | 26.7 | 0.8 | 7.5 | 0.2 | 0.4 |
ė╔▒Ē 2┐╔ęŖŻ¼Ė▀░▒Ą¬╣▄╝■╔·«aÅU╦«Ż¼ĮøĮM║Ž╠Ä└Ē╣ż╦ć╠Ä└Ē║¾Ż¼│÷╦«╦«┘|ā×ė┌ĪČ╬█╦«ŠC║Ž┼┼Ę┼ś╦£╩ĪĘŻ©GB8978Ī¬1996Ż®Ą─ę╗╝ēś╦£╩Ż╗ę▓▀_ĄĮĪČ│Ū╩ą╬█╦«į┘╔·└¹ė├│Ū╩ąļsė├╦«╦«┘|ĪĘŻ©GB/T18920Ī¬2002Ż®ųąĄ─Ą└┬ĘŪÕÆ▀ĪóŠG╗»ś╦£╩Ż¼╠Ä└Ē╦«╚½▓┐┐╔ė├ū„ÅSģ^╗žė├╦«ĪŻŠ▀¾wģóęŖhttp://www.dongaorq.cnĖ³ČÓŽÓĻP╝╝ąg╬─ÖnĪŻ
4 ĮYšō
Ż©1Ż®įōĮM║ŽÅU╦«╠Ä└Ē╣ż╦ć┴„│╠┐╔▌^║├ĄžīŹ¼FĖ▀░▒Ą¬╣▄╝■╔·«aÅU╦«Ą─╠Ä└ĒŻ¼ÅU╦«╠Ä└Ē║¾╦«┘|┐╔▀_ĪČ│Ū╩ą╬█╦«į┘╔·└¹ė├│Ū╩ąļsė├╦«╦«┘|ĪĘŻ©GB/T 18920Ī¬2002Ż®ųąĄ─Ą└┬ĘŪÕÆ▀ĪóŠG╗»ś╦£╩Ż¼ØMūŃ╗žė├╦«┘|ę¬Ū¾ĪŻ
Ż©2Ż®į┌Ė▀░▒Ą¬╣▄╝■╔·«aÅU╦«╬’╗»ŅA╠Ä└ĒųąŻ¼▓╔ė├Č■╝ēųą║═╣ż╦ćŻ¼ė├╩»╗ę╩»▀MąąŅAųą║═Ż¼£p╔┘┴╦ųą║═ĢrēAĄ─ė├┴┐ĪŻįō╣ż╦ć┐╔į┌š{╣ØpHĢrŻ¼═¼▓ĮīŹ¼FTFeĪóZn2+Ą─╚ź│²ĪŻ
Ż©3Ż®╔·╬’├ōĄ¬ĢrŻ¼ę²╚ļÅSģ^ļsė├╦«ča│õėąÖC╬’Ż¼£p╔┘┴╦═Ō╝ėėąÖC╠╝į┤ęę╦ßŌcĄ─║─ė├┴┐ĪŻ
Ż©4Ż®Ī░A/O/A/OĪ▒ą═SBR├ōĄ¬╣ż╦ćėą▌^║├Ą─├ōĄ¬ą¦╣¹Ż¼▓ó┐╔ęįĖ∙ō■īŹļH╠Ä└ĒŪķørŻ¼ņ`╗ŅĄžī”▀\ąąģóöĄ▀Mąąš{š¹ĪŻ

