╣╚╬’Ą░░ūÅU╦«╠Ä└Ē╣ż╦ć
ųąć°╬█╦«╠Ä└Ē╣ż│╠ŠW ĢrķgŻ║2015-3-20 9:26:44
╬█╦«╠Ä└Ē╝╝ąg | ģRŠ█╚½Ū“Łh▒Ż┴”┴┐Ż¼ĮĄĄ═Ų¾śIų╬╬█│╔▒Š
╣╚╬’Ą░░ūųą║¼ėą╚╦¾w╦∙▒žąĶĄ─░▒╗∙╦ßĪóĮMĘų²R╚½Ż¼ī┘ė┌ā×┘|Ą░░ūĪ▓1Ī│ĪŻ╠Kų▌─│╣½╦Šęį┤¾Č╣Īóė±├ūĪó┤¾├ūĪóąĪ¹£Ą╚│ŻęÄ▐rū„╬’×ķų„ę¬įŁ┴ŽŻ¼▓╔ė├╦ßēA╔·«aĘ©▓ó┼õęįīŻ└¹╝╝ąg╔·«a┘|ā×ār┴«Ą─╣╚╬’Ą░░ūĪŻį┌╣╚╬’Ą░░ū╔·«a▀^│╠ųąŻ¼ēA╚▄Īó╦ß│┴ĪóĘųļxĪóŪÕŽ┤Ą╚╣żą“Ģ■«a╔·ę╗Č©┴┐Ą─ÅU╦«Ż¼ÅU╦«Š▀ėąėąÖC╬’ØŌČ╚Ė▀ĪóæęĖĪ╬’┴┐┤¾Ą─╠ž³cŻ¼═¼ĢrŲõŠ▀ėąĄ─Ą¬┴ūĄ╚ĀIB╬█╚Š╬’ų▒Įė┼┼Ę┼▒ž╚╗Ģ■Įo«öĄž╦«¾wįņ│╔Š▐┤¾╬█╚ŠĪŻį┌¼Fėą╬─½I┘Y┴ŽųąŻ¼╔ą╚▒Ę”ī”įōŅÉÅU╦«╠Ä└Ē╣ż│╠Ą─Įø“×┐éĮYŻ¼ę“┤╦Ż¼Ė∙ō■īŹļHŪķørī”įōÅU╦«ųŲČ©║Ž└ĒĄ─╠Ä└Ē┴„│╠Ż¼ĮøŠ½ą─╩®╣ż║═š{įćŻ¼ūŅĮK▀_ĄĮ┴╝║├Ą─╠Ä└Ēą¦╣¹Ż¼×ķĮ±║¾ŅÉ╦Ų╣ż│╠īŹ█`╠ß╣®ģó┐╝ę└ō■ĪŻ
1 ╣ż│╠Ė┼ør
įō╣½╦ŠÅU╦«┐é┴┐×ķ250 m3/dŻ¼│÷╦«╦«┘|ę¬Ū¾▀_ĄĮĪČ╬█╦«ŠC║Ž┼┼Ę┼ś╦£╩ĪĘŻ©GB 8978Ī¬1996Ż®Ą─ę╗╝ēś╦£╩ĪŻįŁ╦«╦«┘|╝░┼┼Ę┼ś╦£╩╚ń▒Ē 1╦∙╩ŠĪŻ

2 ╣ż╦ć┴„│╠║åĮķ
ė╔ė┌╣╚╬’Ą░░ūÅU╦«║¼ėą▌^Ė▀Ą─CODŻ¼Ūę░▒Ą¬ĪóėąÖCĄ¬ØŌČ╚▌^Ė▀Ż¼ę“┤╦ę¬Ū¾╣ż╦ćį┌─▄ē“▀mæ¬Ė▀ØŌČ╚ėąÖCÅU╦«Ą─═¼ĢrŻ¼æ¬Š▀ėą▌^║├Ą─├ōĄ¬╣”─▄ĪŻā╚裣hģÆč§Ę┤æ¬Ų„Ż©ICŻ®╩ŪĄ┌╚²┤·Ė▀ą¦ģÆč§Ę┤æ¬Ų„Ż¼╩Ū─┐Ū░╠Ä└ĒĖ▀ØŌČ╚ėąÖCÅU╦«ūŅų„┴„Ą─╣ż╦ćų«ę╗Ż¼Ą½Ųõ▓╗Š▀ėą├„’@Ą─├ōĄ¬╣”─▄Ż¼ę“┤╦▓╔ė├IC-A/OĮM║Ž╣ż╦ćī”įō╣╚╬’Ą░░ūÅU╦«▀Mąą╠Ä└ĒĪŻ╠Ä└Ē┴„│╠╚ńłD 1╦∙╩ŠĪŻ
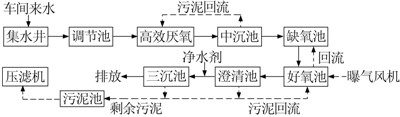
łD 1 ÅU╦«╠Ä└Ē╣ż╦ć┴„│╠
ė╔łD 1┐╔ęŖŻ¼ÅU╦«═©▀^╝»╦«Š«Ż¼╚ź│²▌^┤¾ļs┘|║¾▀M╚ļš{╣Ø│žŻ¼į┌š{╣Ø│žųąī”ÅU╦«Ą─╦«┘|╦«┴┐▀Mąąš{╣ØŻ¼ęį▒ŻūC║¾└mśŗų■╬’Ą─ĘĆČ©▀\ąąĪŻļS║¾īóÅU╦«▒├╚ļICĘ┤æ¬Ų„╠Ä└Ē┤¾▓┐ĘųėąÖC╬’┘|Ż¼═¼ĢrŻ¼īóÅU╦«ųąĄ─ėąÖCĄ¬▀Mąą░▒╗»Ę┤æ¬▐D╗»×ķ░▒Ą¬Ż¼ę“┤╦ICĘ┤æ¬Ų„│÷╦«ųą░▒Ą¬ØŌČ╚╔²Ė▀ĪŻICĘ┤æ¬Ų„│÷╦«▀M╚ļųą│┴│žŻ¼īó▓╗ęū│┴ĄĒĄ─ģÆč§╬█─Ó│┴ĄĒ║¾╗ž┴„Ż¼Ę└ų╣Ū░Č╬╣ż╦ćĄ─╠Ä└Ēą¦╣¹▓©äėī”║¾└m╣ż╦ćįņ│╔ø_ō¶ĪŻ║¾└mĄ─A/O╣ż╦ć└^└mī”ÅU╦«▀Mąą├ōĄ¬╠Ä└ĒŻ¼═¼Ģrę▓▀Mę╗▓Įī”ÅU╦«ųąÜłėÓĄ─ėąÖC╬’▀MąąĮĄĮŌŻ¼ūŅĮKĮø│┴ĄĒ│ž╣╠ę║ĘųļxŻ¼│÷╦«▀_ś╦┼┼Ę┼Ż¼╩ŻėÓ╬█─ÓĮøē║×V║¾═Ō▀\ĪŻ
3 ų„꬜ŗų■╬’║åĮķ
Ż©1Ż®╝»╦«Š«ĪŻ╩š╝»ÅU╦«Ż¼▓ó═©▀^ā╚ų├Ė±¢┼╚ź│²ÅU╦«ųą▌^┤¾Ą─æęĖĪ╬’ĪóŲ»ĖĪ╬’Īó└wŠS╬’┘|║═╣╠¾wŅw┴Ż╬’┘|Ż¼▒ŻūC║¾└m╠Ä└Ēśŗų■╬’Ą─š²│Ż▀\ąąĪŻįOėŗ│▀┤ń1.8 mĪ┴1.1 mĪ┴2.7 mŻ¼¾wĘe 3 m3Ż¼1ū∙Ż¼ĮYśŗŻ║õōĒ┼Ż¼░ļĄž╔Ž╩ĮĪŻ
Ż©2Ż®š{╣Ø│žĪŻī”▄ćķgüĒ╦«▀Mąą╦«┘|Īó╦«┴┐š{╣ØŻ¼┤_▒Ż║¾└m┴„│╠ĘĆČ©▀B└mĪŻįOėŗ│▀┤ń7 mĪ┴8 mĪ┴2.7 mŻ¼¾wĘe113 m3Ż¼1ū∙Ż¼═Ż┴¶Ģrķg10 hŻ¼ĮYśŗŻ║õōĒ┼Ż¼░ļĄž╔Ž╩ĮĪŻ
Ż©3Ż®ICĘ┤æ¬Ų„ĪŻį┌ųą£žŚl╝■Ž┬Ż¼▀M╦«Å─ICĘ┤æ¬Ų„Ąū▓┐▀M╚ļĄ┌ę╗Ę┤æ¬Ų„Ż¼┼cģÆč§╬█─ÓŠ∙ä“╗ņ║ŽŻ¼┤¾▓┐ĘųėąÖC╬’▒╗▐D╗»×ķšėÜŌŻ¼«a╔·Ą─šėÜŌ▒╗Ą┌ę╗ģÆč§Ę┤æ¬╩ęĄ─╝»ÜŌšų╩š╝»Ż¼šėÜŌčžų°╠ß╔²╣▄╔Ž╔²Ż¼▓óīóĄ┌ę╗Ę┤æ¬╩ęĄ─╗ņ║Žę║╠ß╔²ų┴Ę┤æ¬Ų„Ēö▓┐Ż¼Įø▀^ÜŌę║ĘųļxŲ„Ż¼šėÜŌÅ─ī¦╣▄┼┼ū▀Ż¼Č°─Ó╦«╗ņ║Žę║ėųčž╗ž┴„╣▄ĘĄ╗žĄ┌ę╗Ę┤æ¬╩ęŻ¼┼cĄū▓┐ģÆč§╬█─Ó│õĘų╗ņ║ŽŻ¼īŹ¼F┴╦╗ņ║Žę║Ą─ā╚▓┐裣hŻ¼┤¾┤¾╠ßĖ▀┴╦╔·╗»Ę┤æ¬╦┘┬╩║═Ę┤æ¬Ų„╚ź│²ėąÖC╬’Ą──▄┴”Ī▓3Ī│ĪŻšėÜŌĮø░▓╚½╩š╝»║¾Ż¼▀M╚ļر╩ĮÜŌ╣±š{ē║▀M╚ļÅSģ^ÕüĀtų·╚╝ĪŻįOėŗ│▀┤ńD 6 mĪ┴18 mŻ¼¾wĘe500 m3Ż¼1ū∙Ż¼ĮM│╔Ż║▀M╦«▓╝╦«ŽĄĮyĪóā╚▓┐┼õ╝■Īó│÷╦«ŽĄĮyŻ¼▀\ąą£žČ╚34~38 ĪµŻ¼═Ż┴¶Ģrķg43 hŻ¼╚▌Ęežō║╔6.7 kg/Ż©m3ĪżdŻ®Ż¼╚ź│²┬╩ŻŠ85%Ż¼▀M╦«╦«┘|Ż║COD Ż╝12 000 mg/LŻ¼nŻ©CODŻ®Ī├nŻ©NŻ®Ī├nŻ©PŻ®=Ż©300Ī½500Ż®Ī├5Ī├1Ż¼╦«£ž34Ī½38 ĪµŻ¼pH 6Ī½8ĪŻ╦■¾wŻ║╠╝õōĮYśŗŻ¼│²õPŻ¼ā╚6101Łh觜õų¼Ę└Ė»Ż¼═ŌĘ└õP▓ó▒Ż£žŻ¼▒Ż£žÄr├▐100 mm║±Ż¼═Ō░³▓╩õō░ÕŻ¼▓╩õō░Õ║±Č╚0.5 mmŻ╗▓╝╦«ŽĄĮyŻ║▓╗õPõōĮYśŗŻ¼ĮM║Ž▓╝╦«Ų„Ż¼īŻ└¹«aŲĘŻ©ZL200420109187.0Ż®Ż╗│÷╦«ŽĄĮyŻ║╗Ņäė│÷╦«č▀Ż¼╠╝õō+▓╗õPõōųŲū„Ż¼ćŖ╔░│²õPŻ¼6101Łh觜õų¼Ę└Ė»ĪŻ
Ż©4Ż®ųą│┴│žĪŻ▀xō±Ė▀ą¦ģÆč§Ę┤æ¬Ų„│÷╦«öyĦ│÷üĒĄ─╬█─ÓŻ¼╗Ņąį┴╝║├Ą─╬█─Ó╗ž┴„ų┴ģÆč§Ę┤æ¬Ų„ā╚Ż¼▒ŻūCŲõā╚Ą─╬ó╔·╬’┴┐Ż¼═¼Ģr£p▌p║¾└m║├č§╔·╬’╠Ä└ĒĄ─žōō·ĪŻįOėŗ│▀┤ńD 2.8 mĪ┴4.2 mĪŻ¾wĘe25 m3Ż¼2ū∙Ż¼▒Ē├µžō║╔1.7 m3/Ż©m2ĪżhŻ®Ż¼ĮYśŗŻ║╠╝õōŻ¼Ąž╔ŽĮYśŗĪŻ
Ż©5Ż®A/O│žĪŻī”ųą│┴│ž│÷╦«▀Mąą▀Mę╗▓Į╠Ä└ĒŻ¼╚ź│²Ųõ╬┤ĮĄĮŌĄ─ėąÖC╬█╚Š╬’ĪŻįOų├╚▒č§Īó║├č§ģ^Ż¼īŹ¼F├ōĄ¬ą¦╣¹ĪŻįOėŗ│▀┤ń9.5 mĪ┴7 mĪ┴5 mŻ¼1ū∙Ż¼┐é¾wĘe250 m3Ż¼HRT×ķ24 hŻ¼╚▌Ęežō║╔╝s2.0 kg/Ż©m3ĪżdŻ®Ż¼╚ź│²┬╩ŻŠ80%Ż¼╚▒č§ģ^¾wĘe60 m3Ż¼═Ż┴¶Ģrķg6 hŻ¼║├č§ģ^¾wĘe190 m3Ż¼═Ż┴¶Ģrķg18 hŻ¼ĮYśŗŻ║õōĒ┼Ż¼░ļĄž╔Ž╩ĮĪŻ┼õ╠ūŲžÜŌ’LÖC’L┴┐3.3 m3/minŻ¼╣”┬╩5.5 kWŻ¼2┼_Ż¼1ė├1éõĪŻ
Ż©6Ż®│╬ŪÕ│žĪŻĮž┴¶A/O│ž│÷╦«öyĦĄ─SSŻ¼╬█─Ó╗ž┴„ų┴║├č§│žā╚Ż¼▒ŻūC║├č§╬ó╔·╬’┴┐ĪŻįOėŗ│▀┤ń5 mĪ┴3.5 mĪ┴5 mŻ¼1ū∙Ż¼¾wĘe60 m3Ż¼HRT×ķ4 hĪŻ▒Ē├µžō║╔1.5 m3/Ż©m2ĪżhŻ®ĪŻĮYśŗŻ║õōĒ┼Ż¼░ļĄž╔Ž╩ĮĪŻ
Ż©7Ż®╬█─Ó│žĪŻā”┤µ│╬ŪÕ│ž┼┼Ę┼Ą─╩ŻėÓ╬█─ÓŻ¼į┌┤╦▀MąąØŌ┐sŻ¼║¾▀M╚ļ░Õ┐“ē║×VÖC▀Mąą╬█─Ó├ō╦«ĪŻįOėŗ│▀┤ń5 mĪ┴3.5 mĪ┴4 mŻ¼1ū∙Ż¼¾wĘe48 m3Ż¼ĮYśŗŻ║õōĒ┼Ż¼░ļĄž╔Ž╩ĮĪŻ║├觎ĄĮy├┐╠ņ«a╔·Į^Ė╔╬█─Ó╝s150 kgŻ¼š█║Ž║¼╦«┬╩80%Ą─ر╬█─Ó╝s0.75 m3ĪŻ╩ŻėÓ╬█─Ó▓╔ė├ę╗┼_ē║×V├µĘe×ķ40 m2Ą─░Õ┐“ē║×VÖCē║×V║¾═Ō▀\ĪŻ
4 š{įć╝░▀\ąą
ICĘ┤æ¬Ų„Ą─ĮėĘN╬█─Ó╚Īūį╠Kų▌─│╬█╦«ÅSŽ¹╗»╬█─ÓŻ¼╣▓60 m3Ż¼Ęų3┤╬═Č╝ėŻ¼├┐┤╬═Č╝ė20 m3ĪŻė╔ė┌ÅU╦«£žČ╚│Ż─ĻĘĆČ©į┌Ż©40Ī└2Ż® Īµū¾ėęŻ¼╣╩š{╣Ø│ž│÷╦«¤oąĶ▀Mąą╝ė¤ßŻ¼ų▒Įė▀M╚ļICĘ┤æ¬Ų„ĪŻĘ┤æ¬Ų„åóäėžō║╔×ķ0.5 kg/Ż©m3ĪżdŻ®Ż¼ė^£y│÷╦«ō]░ląįų¼ĘŠ╦ßVFAŻ¼pH║═COD╚ź│²┬╩Ą─ūā╗»Ż¼į┌pHĘĆČ©ė┌7~8Ż¼VFAąĪė┌2.5 mmol/LŻ¼│÷╦«COD╚ź│²┬╩┤¾ė┌75%ĢrŻ¼ų▓Į╠ßĖ▀▀M╦«žō║╔ĪŻÜvĮø85 dĄ─š{įćŻ¼ģÆč§Ę┤æ¬Ų„ęč╗∙▒ŠĘĆČ©▀\ąąŻ¼╚▌Ęežō║╔ĘĆČ©į┌4 kg/Ż©m3ĪżdŻ®ęį╔ŽŻ¼│÷╦«Ė„ĒŚųĖś╦Š∙š²│ŻĪŻš{įć▀^│╠ųąICĘ┤æ¬Ų„▀M│÷╦«╦«┘|ūā╗»Ūķør╚ńłD 2╦∙╩ŠĪŻ
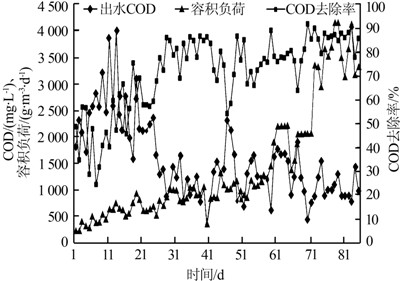
łD 2 ICĘ┤æ¬Ų„š{įćļAČ╬╦«┘|▒O£yöĄō■
ė╔łD 2┐╔ęŖŻ¼į┌1~25 dŻ¼╬█─Ó╠Äė┌±Z╗»Ų┌Ż¼▀M╦«┴┐×ķ50 m3/dŻ¼žō║╔┐žųŲį┌1 kg/Ż©m3ĪżdŻ® ęįŽ┬Ż¼┤╦ļAČ╬│÷╦«COD▓©äė║▄┤¾Ż¼╚ź│²ą¦┬╩▓╗ĘĆČ©ĪŻ25 dęį║¾╚ź│²┬╩┌ģė┌ŲĮĘĆŻ¼▀M╦«žō║╔ė╔1 kg/Ż©m3ĪżdŻ® ķ_╩╝Ż¼├┐┤╬0.5 kg/Ż©m3ĪżdŻ® žō║╔╠ß╔²Ż¼╠ß╔²ų▄Ų┌▓╗╣╠Č©Ż¼Įø▀^50ČÓ╠ņĄ─▀\ąąŻ¼╚▌Ęežō║╔┐╔ęįĘĆČ©į┌4 kg/Ż©m3ĪżdŻ®ęį╔ŽŻ¼╚ź│²┬╩ĘĆČ©į┌90%ū¾ėęĪŻ
ė╔ė┌ģÆč§│÷╦«Š▀ėąĘĆČ©Ą─pH║═▌^Ė▀Ą─ēAČ╚Ż¼═©│Żį┌3~5 mmol/LŻ¼ŪęÅU╦«Š▀ėą║Ž▀mĄ─nŻ©CŻ®Ī├nŻ©NŻ®Ī├nŻ©PŻ®Ż¼ę“┤╦Ż¼▒ŻūCA/O╣ż╦ć│õūŃĄ─ŲžÜŌ┴┐║═▌^Ė▀Ą─╗ž┴„▒╚╩ŪŽĄĮy╚ź│²ÜłėÓCOD╝░├ōĄ¬Ą─ųž³cĪŻ▓╔ė├š{╣Ø’LÖCŲžÜŌ┴┐Ą─ĘĮ╩ĮŻ¼īóO│ž─®Č╦│÷╦«╠Ä╚▄ĮŌ觯©DOŻ®ųĄ▒Ż│ųį┌2 mg/Lū¾ėęŻ¼▓╔ė├ā╚╗ž┴„▒╚×ķ350%ĪŻ
5 š{įćĮY╣¹
Įø▀^╚²éĆČÓį┬Ą─š{įćŻ¼š¹éĆÅU╦«╠Ä└Ē╣ż╦ć▀M╚ļĘĆČ©▀\ąąļAČ╬▓ó═©▀^«öĄžŁh▒Ż▓┐ķT“×╩šÖz“ׯ¼▀\ąąą¦╣¹╚ń▒Ē 2╦∙╩ŠĪŻ
š¹éĆ╣ż╦ć┴„│╠įOėŗŠo£ÉŻ¼ūįäė╗»│╠Č╚Ė▀Ż¼š╝Ąž├µĘe╩ĪŻ¼╠Ä└Ēą¦╣¹ĘĆČ©ā׫ɯ¼ćŹ╦«╠Ä└Ē┘Mė├╝s×ķ0.8į¬Ż¼▀\ąą┘Mė├Ą═ĪŻŠ▀¾wģóęŖhttp://www.dongaorq.cnĖ³ČÓŽÓĻP╝╝ąg╬─ÖnĪŻ
6 ĮYšō
Ż©1Ż®ßśī”╣╚╬’Ą░░ūÅU╦«╠ž³c╝░¼Fł÷īŹļHŪķørŻ¼ųŲČ©IC-A/OĮM║Ž╣ż╦ć┴„│╠ī”ÅU╦«▀Mąą╠Ä└ĒŻ¼╚ĪĄ├┴╦┴╝║├Ą─╠Ä└Ēą¦╣¹Ż¼╣ż╦ć┴„│╠Č╠Ż¼ūįäė╗»│╠Č╚Ė▀Ż¼▀\ąąĘĆČ©ĪŻ
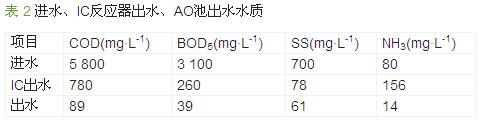
Ż©2Ż®į┌ųą£žĪó4 kg/Ż©m3ĪżdŻ®Ą─╚▌Ęežō║╔Śl╝■Ž┬Ż¼ICģÆč§Ę┤æ¬Ų„ī”╣╚╬’Ą░░ūÅU╦«Ą─COD╚ź│²┬╩▀_ĄĮ85%ęį╔ŽŻ¼«a╔·Ą─šėÜŌ╣®ÅSģ^ÕüĀtų·╚╝Ż¼╗ž╩š¤ßųĄĪŻA/OŽĄĮyī”ģÆč§│÷╦«COD║═░▒Ą¬Ą─╚ź│²┬╩Ęųäe▀_ĄĮ87%║═90%ęį╔ŽĪŻ
Ż©3Ż®IC-A/OĮM║Ž╣ż╦ć╠Ä└Ē╣╚╬’Ą░░ūÅU╦«─▄ē“▒ŻūCÅU╦«ĘĆČ©▀_ś╦┼┼Ę┼Ż¼│÷╦«┐╔▀_ĄĮĪČ╬█╦«ŠC║Ž┼┼Ę┼ś╦£╩ĪĘŻ©GB 8978Ī¬1996Ż®ę╗╝ēś╦£╩Ż¼Š▀ėą├„’@Ą─ĮøØ·ą¦ęµĪó╔ńĢ■ą¦ęµ║═ŁhŠ│ą¦ęµĪŻ

