Łh觜õų¼ÅU╦«┘Yį┤╗»╠Ä└Ē╝╝ąg
ųąć°╬█╦«╠Ä└Ē╣ż│╠ŠW ĢrķgŻ║2015-1-10 8:30:29
╬█╦«╠Ä└Ē╝╝ąg | ģRŠ█╚½Ū“Łh▒Ż┴”┴┐Ż¼ĮĄĄ═Ų¾śIų╬╬█│╔▒Š
Į³─ĻüĒ╬ęć°Łh觜õų¼ąąśI┐ņ╦┘░lš╣Ż¼┼c┤╦═¼Ģr«a╔·┴╦┤¾┴┐Ė▀¹}ėąÖCÅU╦«ĪŻįōŅÉÅU╦«ų╬└ĒļyČ╚śO┤¾Ż¼ęč│╔×ķųŲ╝sŁh觜õų¼ąąśI┐╔│ų└m░lš╣Ą─Ų┐ŅiĪŻŁh觜õų¼ÅU╦«Ą─ų„ę¬╬█╚Š╬’░³└©└Ž╗»śõų¼ĪóŁhč§┬╚▒¹═ķĪóō]░lĘėĪó╝ū▒ĮĪóČ■╝ū▒ĮĪó┬╚╗»Ōc║═Üõč§╗»ŌcĄ╚ĪŻć°ā╚Łh觜õų¼╔·«aŲ¾śIų„ę¬▓╔ė├ŽĪßī╔·╗»╗“š¶░l├ō¹}┼c╔·╗»ĮM║Ž╣ż╦ć╠Ä└ĒįōŅÉÅU╦«ĪŻŽĪßī╔·╗»Ę©▓╗āHŽ¹║─┤¾┴┐ĄŁ╦«┘Yį┤Ż¼▀Ćį÷╝ė┴╦ÅU╦«Ą─┼┼Ę┼¾wĘeŻ¼▓╗Ę¹║Žć°╝ęĄ─╬█╚Š£p┼┼š■▓▀ĪŻČ°š¶░l├ō¹}┼c╔·╗»ĮM║Ž╣ż╦ćųąĄ─š¶░lå╬į¬įOéõ═Č┘Y║═▀\ąą│╔▒ŠČ╝║▄Ė▀Ż¼Ūꚶ░l╬÷│÷Ą─¹}═∙═∙Ħėąę╗ą®ėąÖC╬█╚Š╬’Ż¼▓╗─▄ū„×ķę╗░ŃĄ─╣żśI¹}╩╣ė├Ż¼┐╔─▄▒╗ęĢ×ķ╬ŻļU╣╠¾wÅU╬’Ż¼▒žĒÜ╬»═ąėą┘Y┘|Ą─å╬╬╗▀Mąą¤o║”╗»╠Äų├Ż¼┘Mė├ĘŪ│ŻĖ▀ĪŻ
┬╚╗»Ōc╦«╚▄ę║Ż©╦ūĘQ¹}╦«Ż®ļŖĮŌ╣ż╦ćų„ę¬ėąļxūė─żļŖĮŌ║═Ė¶─żļŖĮŌĪŻŲõųąĖ¶─żļŖĮŌī”▀M▓█Š½¹}╦«Ą─ę¬Ū¾▌^Ą═Ż©TOCŻ╝200 mg/LŻ®ĪŻ╣Pš▀öMķ_░lĖ▀¹}ÅU╦«Ą─┘Yį┤╗»╝╝ągŻ¼╝┤▓╔ė├▀m«ö╝╝ąg╚ź│²Łh觜õų¼ÅU╦«ųąĄ─ėąÖC╬’Ż¼╩╣Ųõ│÷╦«│╔×ķĘ¹║Ž┬╚ēAÅS╔·«aę¬Ū¾Ą─┬╚╗»Ōc╦«╚▄ę║ĪŻę¬░čŁh觜õų¼ÅU╦«Ą─TOCÅ─2 500 mg/Lęį╔ŽĮĄų┴Ż╝200 mg/LŻ¼ĄV╗»Č╚▒žĒÜ│¼▀^92%ĪŻØ±╩Įč§╗»Ż©WAOŻ®╗“┤▀╗»Ø±╩Įč§╗»Ż©CWAOŻ®▒╗šJ×ķ╩ŪĄV╗»Č╚ūŅ║├Ą─ÅU╦«╠Ä└ĒĘĮĘ©ĪŻĄ½ęį┐šÜŌ╗“č§ÜŌ×ķč§╗»ä®Ą─WAO╗“CWAOąĶę¬į┌║▄Ė▀Ą─ē║┴”Ż©1~ 10 MPaŻ®║═£žČ╚Ż©353~473 KŻ®Ž┬▀\ąąŻ¼įOéõ═Č┘YŽÓ«öĖ▀ĪŻČ°ęį▀^č§╗»Üõ×ķč§╗»ä®Ą─┤▀╗»Ø±╩Į▀^č§╗»╬’č§╗»Ż©CWPOŻ®┐╔į┌ŽÓī”£ž║═Ą─Śl╝■Ż©╚ń│Żē║║═Äū╩«öz╩ŽČ╚Ż®Ž┬▓┘ū„Ż¼įOéõ═Č┘Y▒╚WAO╗“CWAOĄ═Ą├ČÓĪŻįSČÓ蹊┐ę▓▒Ē├„CWPO─▄╚ĪĄ├║▄║├Ą─ĄV╗»ą¦╣¹ĪŻ×ķ┤╦Ż¼╣Pš▀▓╔ė├CWPOĘ©╠Ä└ĒŁh觜õų¼ÅU╦«Ż¼┐╝▓ņ┴╦Ę┤欣žČ╚ĪópHĪóč§╗»ä®║═┤▀╗»ä®═Č╝ė┴┐╝░═Č╝ėĘĮ╩Įī”Łh觜õų¼ÅU╦«TOC╚ź│²ą¦╣¹Ą─ė░ĒæŻ¼½@Ą├┴╦ā×╗»╣ż╦ćŚl╝■Ż¼▓ó═©▀^ųąįć▀Mąą“×ūCĪŻ
1 įć“×▓┐Ęų
1.1 ▓─┴Ž
įć“×╦«śėė╔ĮŁ╠K─│Łh觜õų¼╔·«aŲ¾śI╠ß╣®Ż¼ŲõTOC×ķ2 500~2 700 mg/LŻ¼NaCl┘|┴┐ĘųöĄ×ķ18.2%~20.5%Ż¼pH>12ĪŻąĪįć╦∙ė├╗»īWįć䮊∙×ķć°«aĘų╬÷╝āĪŻļpč§╦«Ż©┘|┴┐ĘųöĄ30%Ż¼Ž┬═¼Ż®ų▒Įė╩╣ė├Ż¼┴“╦ßüåĶF┼õ│╔0.5 mol/LĄ─╦«╚▄ę║╩╣ė├Ż¼Üõč§╗»Ōc║═¹}╦ß┼õ│╔2 mol/LĄ─╚▄ę║╩╣ė├ĪŻųąįćė├╗»īWŲĘėą27.5%ļpč§╦«Īó90%┴“╦ßüåĶFĪó30%ę║ēA║═30%¹}╦ߥ╚Ż¼Š∙×ķ╣żśIŲĘŻ¼Ųõ┼õųŲ┼c╩╣ė├ĘĮĘ©═¼ąĪįćĪŻ
1.2 įć“×ĘĮĘ©
Ż©1Ż®ąĪįćŻ║įć“×į┌ę╗éĆ500 mL╚²┐┌łAĄū¤²Ų┐ųą▀MąąŻ¼┼õėąÖCąĄöć░Ķ╝░pHļŖśOĪŻīó╚²┐┌Ų┐ų├ė┌Ż©90Ī└1Ż® ĪµĄ─║Ń£ž╦«įĪųąŻ©┐╝▓ņ£žČ╚Ą─ė░ĒæĢr│²═ŌŻ®Ż¼╝ė╚ļ200 mLŁh觜õų¼ÅU╦«Ż¼öć░ĶŽ┬ė├¹}╦ßš{╣ØÅU╦«pHų┴īŹ“×įOČ©ųĄĪŻŅA¤ß30 min║¾Ą╬╝ė┴“╦ßüåĶF╦«╚▄ę║║═ļpč§╦«Ż¼├┐Ė¶ę╗Č©ĢrķgŠÅ┬²Ą╬╝ėę╗┤╬┴“╦ßüåĶF║═ļpč§╦«ĪŻĘ┤æ¬▀^│╠ųą├┐Ė¶20 minė├Üõč§╗»Ōc╚▄ę║š{╣ØĘ┤æ¬ę║Ą─pHĪŻ┤²┴“╦ßüåĶF║═ļpč§╦«Ą╬╝ė═Ļ«ģ║¾└^└möć░ĶĘ┤æ¬60 minĪŻįć“×ųą╚ĪśėŻ¼ė├Üõč§╗»Ōc╚▄ę║š{╣ØśėŲĘpHų┴7~8Ż¼▀^×VŻ¼£yČ©×Vę║Ą─TOCĪŻ
Ż©2Ż®ųąįćŻ║į┌łD 1╦∙╩Ščbų├ųą▀MąąŻ¼ė├╠ß╔²▒├░č1 000 LŁh觜õų¼ÅU╦«▌ö╦═ĄĮ1 500 LĄ─╠┬▓Ż┴¦Ę┤æ¬Ė¬ųąŻ¼┤“ķ_öć░ĶŻ¼ė├¹}╦ßš{╣ØÅU╦«pHų┴3~4ĪŻ┤“ķ_š¶Ų¹ķyķTŻ¼Ž“Ę┤æ¬Ė¬ŖA╠ūųą═©╚ļš¶Ų¹╝ė¤ßÅU╦«Ż¼«öĘ┤æ¬Ė¬ā╚ÅU╦«£žČ╚▀_ĄĮ90 ĪµĢrķ_åóėŗ┴┐▒├Ż¼ŠÅ┬²▀B└mĄžŽ“Ę┤æ¬Ė¬ųą═Č╝ėļpč§╦«║═┴“╦ßüåĶFŻ¼┐žųŲį┌3 hū¾ėę╝ė═ĻŻ¼ų«║¾└^└möć░ĶĘ┤æ¬1 hĪŻĘ┤æ¬▀^│╠ųąŻ¼Ę┤æ¬ę║Ą─£žČ╚║═pHĘųäe┐žųŲį┌Ż©90Ī└2Ż® Īµ║═3.0Ī└0.5ĪŻĘ┤æ¬ĮY╩°║¾ė├Üõč§╗»Ōc╚▄ę║░čĘ┤æ¬ę║Ą─pHš{ų┴7.0~8.0Ż¼╚╗║¾Å─Ę┤æ¬Ė¬Ąū▓┐īóĘ┤æ¬ę║┼┼ų┴│┴ĄĒ│žŻ¼┼┼┐šĄ─Ę┤æ¬Ė¬┐╔╣®Ž┬ę╗┼·┤╬įć“×╩╣ė├ĪŻĘ┤æ¬ę║į┌│┴ĄĒ│žųąņoų├│┴ĄĒ2 hŻ¼╚Ī╔ŽŪÕę║£yČ©TOCĪŻ╔ŽŪÕę║Įø╬ó┐ū×V─ż▀^×V║¾Ż¼╣®Ė¶─żļŖĮŌ▓█ļŖĮŌįć“×ė├ĪŻ
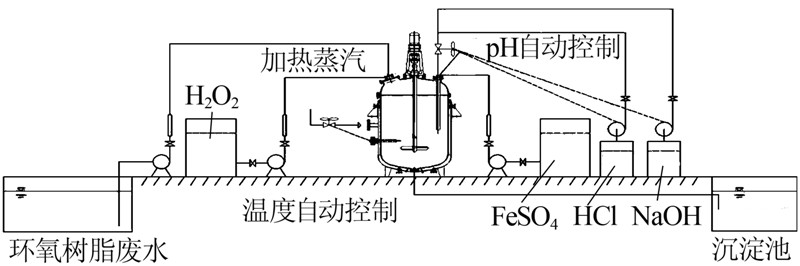
łD 1 CWPO▀^│╠ųąįćčbų├
Ż©3Ż®Ęų╬÷ĘĮĘ©Ż║TOC▓╔ė├Ą┬ć°į¬╦ž╣½╦ŠLiqui TOCó“ą═┐éėąÖC╠╝Ęų╬÷āx£yČ©Ż¼Fe▓╔ė├Ą┬ć°ę«─├╣½╦ŠnovAA400įŁūė╬³╩š╣ŌūVāx£yČ©Ż¼H2O2▓╔ė├ĄŌ┴┐Ę©£yČ©ĪŻ
2 ĮY╣¹┼cėæšō
2.1 Łh觜õų¼ÅU╦«┘Yį┤╗»╠Ä└Ē┐╔ąąąįĘų╬÷
Łh觜õų¼ÅU╦«ĮøCWPO╣ż╦ć╠Ä└Ē║¾╚¶Žļū„×ķĖ¶─żļŖĮŌĘ©╔·«a┬╚ÜŌ║═¤²ēAĄ─įŁ┴Ž╩╣ė├Ż¼│²TOC═ŌŻ¼Ųõ╦¹ę╗ą®ųĖś╦ę▓æ¬ØMūŃŽÓæ¬Ą─ę¬Ū¾ĪŻė╔ĮŁ╠K─│┬╚ēAÅS╠ß╣®Ą─öĄō■┐╔ų¬Ż¼Ė¶─żļŖĮŌ▓█▀M▓█Š½¹}╦«ų„ę¬┐žųŲųĖś╦ę¬Ū¾Ż║Ca+Mg<6 mg/LĪóSO42-<10 g/LĪóFe<10 mg/LĪóNH4+<1 mg/LĪóSS<1 mg/LĪóTOC<200 mg/LĪŻČ°ō■ĮŁ╠K─│Łh觜õų¼╔·«aŲ¾śIĮķĮBŻ¼įō╣½╦ŠŁh觜õų¼ÅU╦«│²TOC═ŌŲõ╦¹ųĖś╦Č╝Ę¹║ŽĖ¶─żļŖĮŌĄ─ę¬Ū¾ĪŻę“┤╦Ż¼ų╗ę¬īóTOCĮĄų┴Ż╝200 mg/LŻ¼Ūęį┌ĮĄĮŌTOCĄ─▀^│╠ųą▓╗ę²╚ļŲõ╦¹ļs┘|Ż¼╗“ę²╚ļļs┘|║¾ŲõØŌČ╚╚įĄ═ė┌į╩įSųĄŻ¼─Ū├┤╠Ä└Ē║¾Ą─Łh觜õų¼ÅU╦«Š═┐╔ęįū„×ķĖ¶─żļŖĮŌĄ─įŁ┴Ž╩╣ė├ĪŻ
▓╔ė├CWPOĘ©╠Ä└ĒŁh觜õų¼ÅU╦«ĢrŻ¼│²č§╗»ä®Ż©H2O2Ż®║═┤▀╗»ä®Ż©FeSO4Īż7H2OŻ®═ŌŻ¼ø]ėąę²╚ļŲõ╦¹ļs┘|ĪŻH2O2į┌Ę┤æ¬▀^│╠ųą▒╗Ž¹║─Ą¶Ż¼╗“ĘųĮŌ│╔H2O║═O2Ż¼▓╗Ģ■ī”║¾└mĄ─ļŖĮŌ«a╔·ė░ĒæĪŻFeSO4Īż7H2OųąĄ─ĶFļxūėį┌Üõč§╗»Ōcųą║═Ę┤æ¬ę║ĢrĢ■ęįFeŻ©OHŻ®3Ą─ą╬╩Į│┴ĄĒŽ┬üĒŻ¼▒O£yĮY╣¹▒Ē├„╔ŽŪÕę║ųąĶFļxūėį┌3.0~4.0 mg/LŻ¼Ą═ė┌ŲõŽ▐ųĄĪŻČ°ė╔CWPO▀^│╠īŹļH╩╣ė├Ą─FeSO4Īż7H2Oė├┴┐Ż¼▓╗ļy╦Ń│÷CWPO╣ż╦ć│÷╦«Ą─SO42- ▀hąĪė┌10 g/LĄ─Ž▐ųĄĪŻį┘š▀Ż¼CWPO╣ż╦ć│÷╦«į┌▀M╚ļļŖĮŌ▓█ų«Ū░▀ĆĮø▀^╬ó┐ū×V─ż▀^×VŻ¼×Vę║Ą─SS┐╔ęĢ×ķ0ĪŻ│§▓Įįć“×ūCīŹŻ¼CWPO╣ż╦ć┐╔īóŁh觜õų¼ÅU╦«Ą─TOCĮĄĄĮŻ╝200 mg/LĪŻę“┤╦Å─╝╝ąg╔ŽųvŻ¼▓╔ė├CWPO╣ż╦ćī”Łh觜õų¼ÅU╦«▀Mąą┘Yį┤╗»╠Ä└Ē╩Ū┐╔ąąĄ─ĪŻĄ½āH╝╝ąg╔Ž┐╔ąą▓╗ę╗Č©Š▀ėąīŹė├ārųĄŻ¼ų╗ėą═¼ĢrŠ▀éõĮøØ·║Ž└Ēąį▓┼ėą╣ż│╠æ¬ė├ārųĄĪŻ×ķ┤╦Ż¼╣Pš▀═©▀^ā×╗»╣ż╦ćŚl╝■Ż¼▒M┐╔─▄Ąž░čCWPOĄ─▀\ąą│╔▒Š┐žųŲį┌Ų¾śI┐╔ęį│ą╩▄Ą─║Ž└ĒĘČć·ā╚ĪŻ
2.2 CWPO╠Ä└Ē▀^│╠Ą─ā×╗»
2.2.1 ╦Ää®═Č╝ėĘĮ╩ĮĄ─ā×╗»
CWPO▒Š┘|╔Ž╚įī┘ė┌Fentonč§╗»Ż¼▓╗═¼ų«╠Äį┌ė┌CWPOĄ─Ę┤欣žČ╚▒╚Fentonč§╗»Ą─Ė▀ĪŻČ°£žČ╚įĮĖ▀Ż¼H2O2ĘųĮŌ│╔O2║═H2OĄ─╦┘┬╩Š═įĮ┐ņŻ¼H2O2Ą─ėąą¦└¹ė├┬╩Š═įĮĄ═ĪŻę“┤╦Ż¼┐žųŲCWPO▀^│╠ųąč§╗»ä®/┤▀╗»ä®Ą─═Č╝ėĘĮ╩ĮĖ³╝ėųžę¬ĪŻ╩ūŽ╚į┌H2O2 ė├┴┐×ķ100 mL/LĪóFeSO4Īż7H2O ė├┴┐×ķ7.5 g/LĪó│§╩╝pH=3.0║═Ę┤欣žČ╚×ķ90 ĪµĄ─Śl╝■Ž┬Ż¼┐╝▓ņā╔ĘN╝ė╦ÄĘĮ╩Įī”TOC╚ź│²ą¦╣¹Ą─ė░ĒæĪŻŲõųąę╗ĘN╝ė╦ÄĘĮ╩Į╩Ūį┌Ę┤æ¬│§Ų┌īóH2O2║═Fe2+ę╗┤╬ąį╝ė╚ļĘ┤æ¬Ų„Ż¼┴Ēę╗ĘN═Č╝ėĘĮ╩Į╩ŪīóH2O2║═Fe2+Š∙Ęų│╔15Ę▌Ż¼╚╗║¾├┐Ė¶10 minĄ╬╝ėę╗┤╬ĪŻįć“×ĮY╣¹╚ńłD 2╦∙╩ŠĪŻė╔łD 2┐╔ęŖŻ¼╦Ää®ę╗┤╬ąį╝ė╚ļĢrŻ¼TOC╚ź│²┬╩į┌Ę┤æ¬│§Ų┌┐ņ╦┘╔Ž╔²Ż¼20 minĢrTOC╚ź│²┬╩ęčĮø▀_ĄĮ62%Ż¼Ą½ 20 min║¾TOC╚ź│²┬╩Äū║§▓╗į┘ūā╗»Ż¼Ę┤æ¬ĮY╩°ĢrTOC╚ź│²┬╩╝s×ķ64%ĪŻįŁę“į┌ė┌╦∙ėą╦Ää®į┌Ę┤æ¬│§Ų┌ę╗┤╬ąį╝ė╚ļĢ■į┌Č╠Ģrķgā╚«a╔·┤¾┴┐┴u╗∙ūįė╔╗∙Ż¼╩╣TOC╚ź│²┬╩┐ņ╦┘į÷╝ėĪŻĄ½┼c┤╦═¼ĢrŻ¼H2O2ĘųĮŌ╦┘┬╩ę▓║▄┐ņŻ¼ī¦ų┬Ę┤æ¬Ų„ųą│÷¼F┤¾┴┐┼▌─ŁŻ¼Üł┴¶H2O2Ą─ØŌČ╚┐ņ╦┘Ž┬ĮĄŻ©Ę┤æ¬═Č╝ėĄ─H2O2į┌20 min║¾āH╩ŻėÓ╝s6.5%Ż®Ż¼┴u╗∙ūįė╔╗∙Ą─«a╔·┴┐ę▓ļSų«┤¾Ę∙Ž┬ĮĄŻ¼ūŅĮKī¦ų┬20 min║¾TOC╚ź│²┬╩Äū║§▓╗į┘ļSĘ┤æ¬ĢrķgčėķLČ°į÷╝ėĪŻ
«ö╦Ää®Ęų│╔ČÓ┤╬═Č╝ėĢrŻ¼TOC╚ź│²┬╩į┌│§╩╝ļAČ╬╔Ž╔²ŠÅ┬²Ż¼Ę┤æ¬50 minĢrŻ¼TOC╚ź│²┬╩▓╗ĄĮ5%ĪŻų«║¾TOC╚ź│²┬╩į÷╝ė▌^┐ņŻ¼į┌150 minĢr▀_ĄĮ94%ĪŻĘ┤æ¬║¾Ų┌Ż¼TOC╚ź│²┬╩╚įŠÅ┬²╔Ž╔²Ż¼ūŅĮKĮėĮ³98%ĪŻįŁę“╩Ū╦Ää®Ęų┼·═Č╝ė▀^│╠ųąŻ¼Ę┤æ¬Ų„ā╚H2O2ØŌČ╚╩╝ĮKŠS│ųį┌║▄Ą═Ą─╦«ŲĮŻ¼Ųõ¤oą¦ĘųĮŌĄ─╦┘┬╩ę▓ļSų«Ž┬ĮĄĪŻę“┤╦║¾└mįć“׊∙▓╔ė├Ęų┼·═Č╝ė╦Ää®ĘĮ╩ĮĪŻ

łD 2 ╝ė╦ÄĘĮ╩Įī”TOC╚ź│²┬╩Ą─ė░Ēæ
2.2.2 Ę┤æ¬Śl╝■Ą─ā×╗»
Ż©1Ż®pHī”TOC╚ź│²ą¦╣¹Ą─ė░Ēæ ĪŻįć“×░l¼FŻ¼╚ń╣¹į┌CWPO▀^│╠ųą▓╗š{╣ØĘ┤æ¬ę║Ą─pHŻ¼Ę┤æ¬│§Ų┌pH┐ņ╦┘Ž┬ĮĄŻ¼▓óį┌60 minū¾ėę▀_ĄĮūŅĄ═ųĄŻ¼ų«║¾ŠÅ┬²╔Ž╔²ĪŻįŁę“╩ŪĘ┤æ¬│§Ų┌ėąÖC╬’▒╗č§╗»│╔ę╗ą®Ą═Ęųūė┘|┴┐ėąÖC╦߯¼ī¦ų┬pHĮĄĄ═Ż╗ų«║¾▀@ą®ėąÖC╦ßėų▒╗ŠÅ┬²č§╗»Ż¼pH┬įėą╗ž╔²ĪŻ×ķ┐╝▓ņĘ┤æ¬ę║pHī”TOC╚ź│²ą¦╣¹Ą─ė░ĒæŻ¼įć“×▀^│╠ųą├┐Ė¶20 minš{╣Øę╗┤╬Ę┤æ¬ę║Ą─pHŻ¼īóŲõ┐žųŲį┌įOČ©ųĄŻ©Ųõ╦¹įć“׌l╝■═¼2.2.1Ż®Ż¼ĮY╣¹╚ńłD 3╦∙╩ŠĪŻ
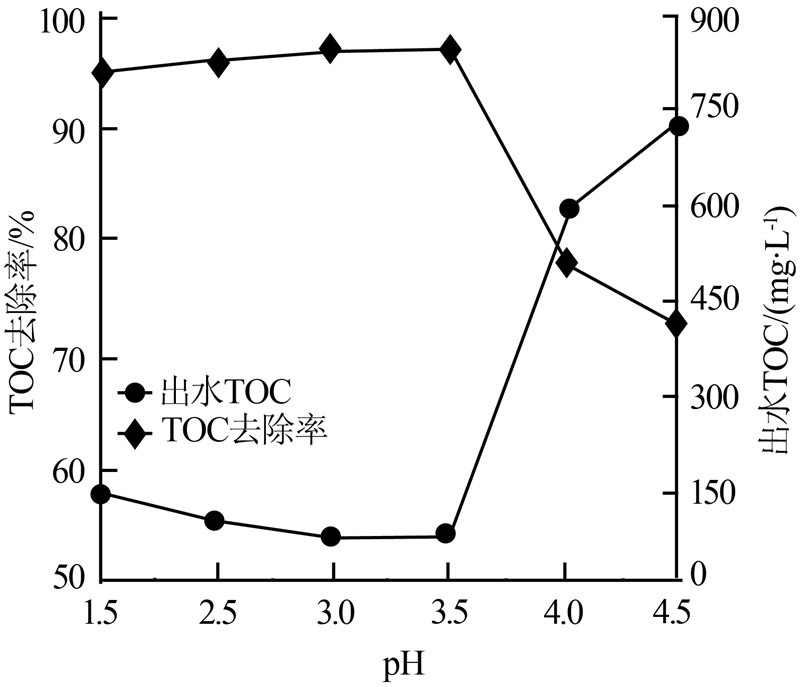
łD 3 pHī”TOC╚ź│²┬╩Ą─ė░Ēæ
ė╔łD 3┐╔ęŖŻ¼«öĘ┤æ¬ę║pH┐žųŲį┌1.5~3.5ĢrŻ¼ī”TOC╚ź│²ą¦╣¹ė░Ēæ▓╗┤¾Ż╗Ą½«öpH╔²Ė▀ĄĮ4.0╝░ęį╔ŽĢrŻ¼TOC╚ź│²┬╩’@ų°Ž┬ĮĄŻ¼▀@╩Ūę“×ķpHŲ½Ė▀ĢrĢ■ėą▓┐ĘųFe3+│┴ĄĒ╬÷│÷Ż¼╩¦╚ź┤▀╗»╣”─▄ĪŻę“┤╦▀mę╦Ą─pH×ķ3.0~3.5ĪŻ
Ż©2Ż®£žČ╚ī”TOC╚ź│²ą¦╣¹Ą─ė░ĒæĪŻŲõ╦¹įć“׌l╝■═¼2.2.1Ż¼┐╝▓ņ£žČ╚ī”TOC╚ź│²┬╩Ą─ė░ĒæŻ¼╚ńłD 4╦∙╩ŠĪŻė╔łD 4┐╔ęį┐┤│÷Ż¼£žČ╚▌^Ą═ĢrŻ¼TOC╚ź│²┬╩ļS£žČ╚╔²Ė▀į÷╝ė▌^┐ņŻ¼Ą½«ö£žČ╚│¼▀^80 ĪµĢrŻ¼TOC╚ź│²┬╩į÷╝ėŠÅ┬²ĪŻ▀@╩Ūę“×ķ£žČ╚╔²Ė▀Ż¼H2O2▐D╗»×ķ┴u╗∙ūįė╔╗∙Ą─╦┘┬╩╝ė┐ņŻ¼╩╣Ė³ČÓĄ─H2O2ė├ė┌TOCĄ─╚ź│²Ż¼╝┤╔²Ė▀Ę┤欣žČ╚ÅŖ╗»┴╦┴u╗∙ūįė╔╗∙Ą─╔·│╔║═ėąÖC╬█╚Š╬’Ą─ĄV╗»ĪŻ┴Ēę╗ĘĮ├µŻ¼£žČ╚╔²Ė▀ę▓Ģ■╝ė┐ņH2O2Ą─ĘųĮŌ╦┘┬╩Ż¼ĮĄĄ═H2O2Ą─ėąą¦└¹ė├┬╩Ż¼▀@┐╔─▄╩Ū£žČ╚╔²Ė▀ĄĮ80 Īµ║¾TOC╚ź│²┬╩į÷╝ėŠÅ┬²Ą─įŁę“ĪŻ┤╦═ŌŻ¼Ų¹╠ßå╬į¬┼┼│÷Ą─Łh觜õų¼ÅU╦«£žČ╚▌^Ė▀Ż¼┐╔▀_80~90 ĪµŻ¼Č°CWPOėųī┘ė┌Ę┼¤ßĘ┤æ¬Ż¼╣╩╣ż│╠╔ŽīóĘ┤欣žČ╚┐žųŲį┌90 Īµū¾ėę▌^×ķ▀mę╦Ż¼╗∙▒Š╔Ž▓╗ąĶę¬┐╝æ]╝ė¤ßĄ──▄║─ĪŻ
Ż©3Ż®┤▀╗»ä®ė├┴┐ī”TOC╚ź│²ą¦╣¹Ą─ė░Ēæ ĪŻCWPOī┘ė┌Š∙ŽÓ┤▀╗»č§╗»▀^│╠Ż¼ę“┤╦┤▀╗»ä®ė├┴┐▓╗āHĢ■ė░ĒæĘ┤æ¬╦┘┬╩Ż¼▀ĆĢ■ė░Ēæ┤▀╗»ä®Ą─Ęųļx┼c╠Äų├ĪŻį┌H2O2ė├┴┐×ķ100 mL/LĪópH=3.0ĪóĘ┤欣žČ╚×ķ90 ĪµĪóĘ┤æ¬Ģrķg×ķ200 minĄ─Śl╝■Ž┬Ż¼┐╝▓ņ┤▀╗»ä®ė├┴┐ī”TOC╚ź│²ą¦╣¹Ą─ė░ĒæŻ¼ĮY╣¹╚ńłD 5╦∙╩ŠĪŻ
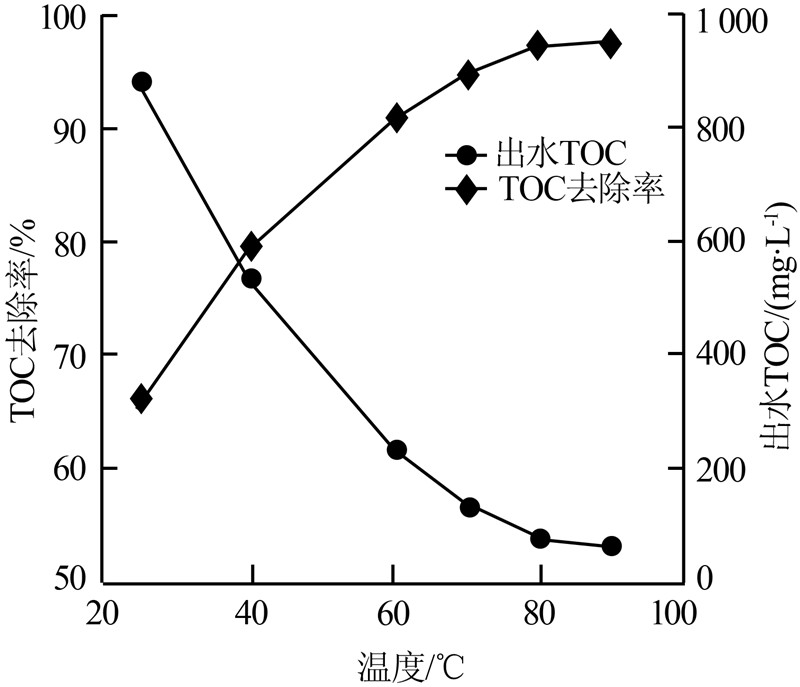
łD 4 £žČ╚ī”TOC╚ź│²┬╩Ą─ė░Ēæ
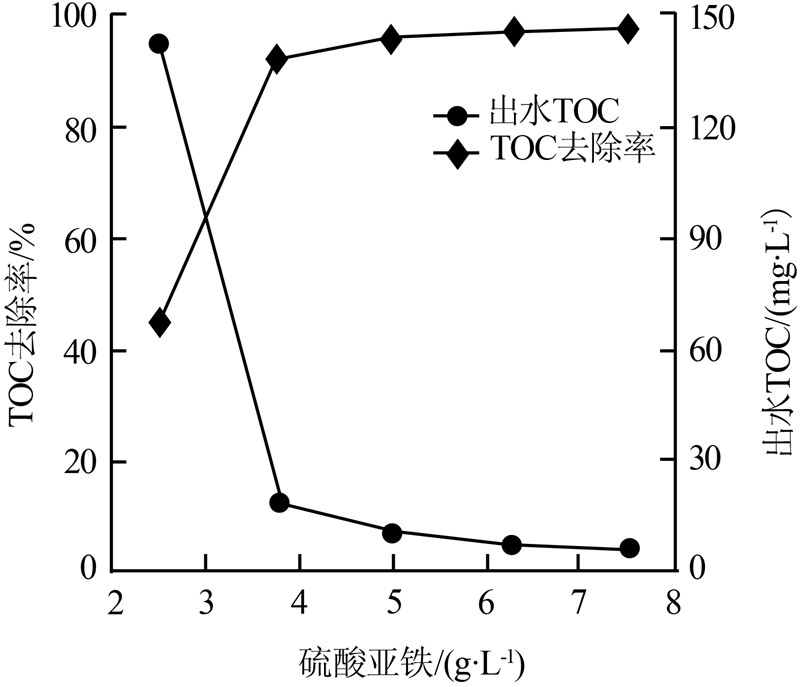
łD 5 ┤▀╗»ä®ė├┴┐ī”TOC╚ź│²┬╩Ą─ė░Ēæ
ė╔łD 5┐╔ęŖŻ¼┤▀╗»ä®┴“╦ßüåĶFį┌2.5 ~3.75 g/LĢrŻ¼TOC╚ź│²┬╩ļSė├┴┐į÷╝ėČ°┐ņ╦┘╔Ž╔²Ż¼┤╦║¾└^└mį÷╝ė┤▀╗»ä®ė├┴┐Ż¼TOC╚ź│²┬╩į÷╝ėŠÅ┬²ĪŻ▀@╩Ūę“×ķį÷╝ė┤▀╗»ä®ė├┴┐ėąų·ė┌╠ßĖ▀┴u╗∙ūįė╔╗∙Ą─╔·│╔╦┘┬╩Ż¼Å─Č°į÷╝ėTOCĄ─╚ź│²┬╩Ż╗«ö┤▀╗»ä®ė├┴┐▌^┤¾ĢrŻ¼Fe2+ĪóFe3+┼cÅU╦«ųąĖ▀ØŌČ╚Ą─Cl-ą╬│╔Įj║Ž╬’Ą─öĄ┴┐į÷ČÓŻ¼═¼Ģręį│┴ĄĒą╬╩Į╬÷│÷Ą─ĶFęÓį÷ČÓŻ©Ę┤æ¬ę║ūā╗ņØ߯®Ż¼┤╦Ģrį÷╝ė┤▀╗»ä®ė├┴┐ī”╚ź│²TOCė░Ēæ▓╗┤¾ĪŻę“┤╦Ż¼ŠC║Ž┐╝æ]TOC╚ź│²║═║¼ĶF╬█─Ó╠Äų├Ż¼┐žųŲ┤▀╗»ä®ė├┴┐į┌6.5 g/Lū¾ėę×ķ║├ĪŻ
Ż©4Ż®č§╗»ä®ė├┴┐ī”TOC╚ź│²ą¦╣¹Ą─ė░Ēæ ĪŻļm╚╗┐╔ęįĖ∙ō■ÅU╦«CODėŗ╦Ń│÷č§╗»ä®Ż©H2O2Ż®Ą─└Ēšōė├┴┐Ż¼Ą½H2O2Ą─īŹļHė├┴┐▀Ć╩▄ÅU╦«╬█╚Š╬’Ą─ĮM│╔Īóąį┘|ĪóĘ┤æ¬Śl╝■Ą╚ČÓĘNę“╦žĄ─ė░ĒæŻ¼╝┤H2O2Ą─ėąą¦└¹ė├┬╩▓╗┐╔─▄▀_ĄĮ100%Ż¼ę“┤╦ŲõīŹļHė├┴┐╚įąĶ═©▀^įć“×┤_Č©ĪŻį┌H2O2└Ēšōė├┴┐Ą─╗∙ĄA╔ŽŻ¼FeSO4Īż7H2O ė├┴┐ĪópHĪóĘ┤欣žČ╚ĪóĘ┤æ¬ĢrķgĘųäe×ķ7.5 g/LĪó3.0Īó 90 ĪµĪó200 minĄ─Śl╝■Ž┬Ż¼┐╝▓ņH2O2ė├┴┐ī”TOC╚ź│²ą¦╣¹Ą─ė░ĒæŻ¼ĮY╣¹╚ńłD 6╦∙╩ŠĪŻ
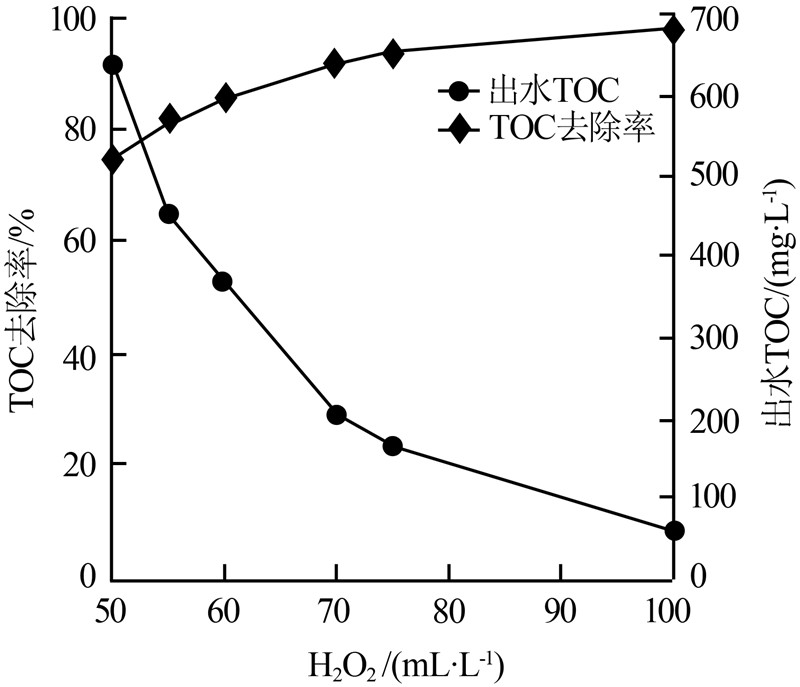
łD 6 č§╗»ä®ė├┴┐ī”TOC╚ź│²┬╩Ą─ė░Ēæ
ė╔łD 6┐╔ęį┐┤│÷Ż¼«öH2O2ė├┴┐×ķ└Ēšōė├┴┐Ż©50 mL/LŻ®ĢrŻ¼TOC╚ź│²┬╩×ķ74.8%Ż╗«öH2O2ė├┴┐į÷╝ėĄĮ└Ēšōė├┴┐Ą─1.5▒ČŻ©75 mL/LŻ®ĢrŻ¼TOC╚ź│²┬╩×ķ 93.6%Ż╗Č°H2O2ė├┴┐▀_ĄĮ2.0▒Č└Ēšōė├┴┐Ż©100 mL/LŻ®ĢrŻ¼TOC╚ź│²┬╩×ķ97.7%ĪŻ’@╚╗Ż¼TOC╚ź│²┬╩ļSH2O2ė├┴┐Ą─į÷╝ėČ°╔²Ė▀Ż¼Ą½╔²Ė▀Ą─Ę∙Č╚ųØu£pąĪŻ¼╝┤įĮĄĮĘ┤æ¬║¾Ų┌Ż¼TOCĄ─╚ź│²ūāĄ├įĮļyŻ¼įŁę“╩Ūč§╗»▀^│╠ųą╔·│╔Ą──│ą®ųąķg«a╬’╚ńĄ═Ęųūė┘|┴┐ėąÖC╦ß║▄ļyĄV╗»ĪŻ┐╔ęŖīóH2O2ė├┴┐┐žųŲį┌75 mL/Lū¾ėęŻ¼╝┤┐╔╩╣│÷╦«TOC<200 mg/LĪŻ
2.3 ųąįćĮY╣¹
×ķ┴╦“×ūCCWPO╝╝ąg╣żśI╗»╠Ä└ĒŁh觜õų¼ÅU╦«Ą─┐╔┐┐ąį║═ĘĆČ©ąįŻ¼└¹ė├ąĪįć½@Ą├Ą─ā×╗»╣ż╦ćŚl╝■▀Mąą¼Fł÷ųąįćĪŻČÓ┤╬ųžÅ═įć“×▒Ē├„Ż¼CWPO╣ż╦ć▀\ąąĘĆČ©Ż¼│÷╦«TOCČ╝▒Ż│ųį┌140~150 mg/LĪŻųąįćčbų├│÷╦«Ą─Ųõ╦¹ųĖś╦ę▓Ę¹║ŽĖ¶─żļŖĮŌĄ─ę¬Ū¾ĪŻę“┤╦Ż¼Łh觜õų¼ÅU╦«ĮøCWPO╠Ä└Ē║¾┐╔╗žė├ė┌┬╚ēA╔·«aĪŻ
2.4 ▀\ąą┘Mė├╣└╦Ń
ŠC╔Ž┐╔ų¬Ż¼▓╔ė├CWPO╣ż╦ć╠Ä└ĒŁh觜õų¼ÅU╦«į┌╝╝ąg╔Ž╩Ū═Ļ╚½┐╔ąąĄ─Ż¼Ą½─▄ʱį┌īŹļH╣ż│╠ųąĄ├ĄĮæ¬ė├ĻPµI▀Ćį┌ė┌Ųõ▀\ąą│╔▒Š╩Ūʱį┌║Ž└ĒĘČć·ā╚ĪŻĖ∙ō■ųąįć▀^│╠Ą─ļŖ║─Īó╦Ä䮎¹║─Ą╚ī”CWPO╣ż╦ćĄ─▀\ąą│╔▒Š▀Mąą╣└╦ŃŻ¼ĮY╣¹╚ń▒Ē 1╦∙╩ŠĪŻ
▒Ē1 CWPO╠Ä└Ē▀^│╠Ą─▀\ąą│╔▒Š
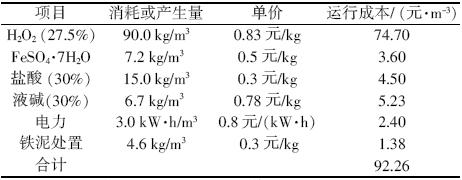
ūóŻ║ĶF─Ó║¼╦«┬╩░┤40%ėŗŻ¼░┤ę╗░Ń╣╠¾wÅU╬’╠Äų├ĪŻ
ė╔▒Ē 1┐╔ęŖŻ¼CWPO╣ż╦ć╠Ä└ĒŁh觜õų¼ÅU╦«Ą─▀\ąą│╔▒Š╝s×ķ92.26į¬/m3Ż©▓╗║¼įOéõš█┼f║═╚╦╣ż┘MŻ®Ż¼▀_ĄĮ┴╦ĮŁ╠K─│Łh觜õų¼╔·«aŲ¾śI╠Ä└Ē│╔▒ŠĄ═ė┌100į¬/tŻ©▓╗║¼įOéõš█┼f║═╚╦╣ż┘MŻ®Ą─ę¬Ū¾ĪŻįōŲ¾śIę└ō■įć“×ĮY╣¹įOėŗĄ─Łh觜õų¼ÅU╦«┘Yį┤╗»╠Ä└Ēčbų├ęčĮ©│╔Ż¼▓óĒś└¹═Č╚ļ▀\ąąŻ¼įōčbų├Ą─╠Ä└Ē─▄┴”×ķ500 m3/dĪŻCWPOčbų├│÷╦«Įø▀^╬ó┐ū×V─ż▀^×V║¾Ż¼ų▒Įė▌ö╦═ĄĮįōŲ¾śI═¼ę╗╝»łFĄ─┬╚ēAÅS┼õ╠ūĮ©įOĄ─Ė¶─żļŖĮŌčbų├Ż¼ė├ū„╔·«a┬╚ÜŌ║═¤²ēAĄ─įŁ┴ŽĪŻĄĮ─┐Ū░×ķų╣Ż¼CWPO┼cĖ¶─żļŖĮŌčbų├ęčĘĆČ©▀\ąą░ļ─ĻČÓŻ¼šµš²īŹ¼F┴╦Ė▀¹}ÅU╦«Ą─┘Yį┤╗»╠Ä└Ē┼c└¹ė├ĪŻŠ▀¾wģóęŖhttp://www.dongaorq.cnĖ³ČÓŽÓĻP╝╝ąg╬─ÖnĪŻ
3 ĮYšō
Ż©1Ż®▓╔ė├┤▀╗»Ø±╩Į▀^č§╗»╬’č§╗»Ż©CWPOŻ®╣ż╦ć╠Ä└ĒŁh觜õų¼ÅU╦«Ż¼┐╔ęįį┌║Ž└ĒĄ─│╔▒ŠŽ┬īóÅU╦«TOCĮĄĮŌĄĮ┬╚ēAÅSĖ¶─żļŖĮŌ▓█▀M▓█Š½¹}╦«ę¬Ū¾Ą─TOCŽ▐ųĄęįŽ┬Ż¼╠Ä└Ē║¾Ą─Łh觜õų¼ÅU╦«┐╔ęįū„×ķ┬╚ēAÅS╔·«a┬╚ÜŌ║═¤²ēAĄ─įŁ┴Ž╩╣ė├ĪŻŻ©2Ż®CWPO╣ż╦ć╠Ä└ĒŁh觜õų¼ÅU╦«Ą─▀mę╦╣ż╦ćŚl╝■×ķH2O2Ż©30%Ż® 75 mL/LŻ¼FeSO4Īż7H2O 6.5 g/LŻ¼pH= 3.0Ż¼Ę┤欣žČ╚90 ĪµŻ¼Ę┤æ¬Ģrķg200 minĪŻį┌č§╗»ä®║═┤▀╗»ä®┐é┴┐ŽÓ═¼Ą─Śl╝■Ž┬Ż¼īóč§╗»ä®║═┤▀╗»ä®Š∙Ęų×ķČÓ┤╬═Č╝ėŻ¼TOC╚ź│²┬╩├„’@Ė▀ė┌ę╗┤╬ąį═Č╝ėĪŻŻ©3Ż®į┌ā×╗»Śl╝■Ž┬Ż¼TOC×ķ2 500~2 700 mg/LĄ─Łh觜õų¼ÅU╦«ĮøCWPO╣ż╦ć╠Ä└Ē║¾Ż¼│÷╦«TOCĘĆČ©į┌150 mg/Lū¾ėęŻ¼ŽÓæ¬Ą─▀\ąą│╔▒Š╝s×ķ92.26į¬/m3Ż©▓╗║¼įOéõš█┼f║═╚╦╣ż┘MŻ®Ż¼Ę¹║Ž─│Łh觜õų¼╔·«aŲ¾śI╠Ä└Ē│╔▒ŠŻ╝100į¬/tŻ©▓╗║¼įOéõš█┼f║═╚╦╣ż┘MŻ®Ą─ę¬Ū¾ĪŻ

