ĪĪĪĪ╔Ļšł╚š2016.05.12
ĪĪĪĪ╣½ķ_(╣½Ėµ)╚š2016.07.20
ĪĪĪĪIPCĘųŅÉ╠¢C02F9/14
ĪĪĪĪš¬ę¬
ĪĪĪĪ▒Š░l(f©Ī)├„╠ß╣®ę╗ĘN└¼╗°ØB×Vę║╠Ä└Ē╣ż╦ćŻ¼└¼╗°ØB×Vę║ę└┤╬═©▀^ŅA╠Ä└ĒŽĄĮy(t©»ng)Īóų„¾w╔·╬’╠Ä└ĒŽĄĮy(t©»ng)║═╔ŅČ╚╠Ä└ĒŽĄĮy(t©»ng)Ż¼ŅA╠Ä└ĒŽĄĮy(t©»ng)ė╔š{(di©żo)╣Ø(ji©”)│žĪó╬³ĖĮ│ž║═╗ņ─²│žĮM│╔Ż¼ÅU╦«ę└┤╬Įø(j©®ng)▀^╔Ž╩÷čbų├▀MąąŅA╠Ä└Ē;│÷╦«▀M╚ļų„¾w╔·╬’╠Ä└ĒŽĄĮy(t©»ng)Ż¼ų„¾w╔·╬’╠Ä└ĒŽĄĮy(t©»ng)░³└©ģÆč§EGSBĘ┤æ¬Ų„ĪóA/OČ╠│╠Ž§╗»Ę┤æ¬│žĪóģÆč§░▒č§╗»UASBĘ┤æ¬Ų„Ż¼╦∙╩÷Ą─╔Ž╩÷╠Ä└Ēčbų├═©▀^PLC┐žųŲŽĄĮy(t©»ng)▀MąąīŹĢrš{(di©żo)┐žŻ¼▀Mąą├ōĄ¬│²╠╝Ę┤æ¬;│÷╦«▀M╚ļ╔ŅČ╚╠Ä└ĒŽĄĮy(t©»ng)▀Mę╗▓Į╠Ä└ĒŻ¼╦∙╩÷Ą─╔ŅČ╚╠Ä└ĒŽĄĮy(t©»ng)░³└©Č■╝ē╗ņ─²│žĪóę╗╝ēŠ∙ŽÓ┤▀╗»│¶č§č§╗»Ę┤æ¬│žĪóMBRČ■┤╬╔·╬’Ę┤æ¬│žĪóČ■╝ēŠ∙ŽÓ┤▀╗»│¶č§č§╗»Ę┤æ¬│žŻ¼ūŅĮK│÷╦«Ą─ėąÖC╬’║═┐饬Īó░▒Ą¬Č╝▀_ĄĮ┼┼Ę┼ś╦£╩ĪŻ▒Š░l(f©Ī)├„Š▀ėąĖ▀ą¦├ōĄ¬│²╠╝Īó╣Ø(ji©”)─▄ĮĄ║─Īó▀\ąąĘĆ(w©¦n)Č©Ą─ā×(y©Łu)³cŻ¼═¼ĢrīŹ¼F(xi©żn)┴╦┴ŃØŌ┐sę║«a(ch©Żn)╔·Ą──┐Ą─ĪŻ
ĪĪĪĪÖÓ(qu©ón)└¹ę¬Ū¾Ģ°
ĪĪĪĪ1.ę╗ĘN└¼╗°ØB×Vę║╠Ä└ĒĄ─ĮM║Ž╣ż╦ćŻ¼Ųõ╠žš„į┌ė┌Ż¼░³└©╚ńŽ┬▓Į¾EŻ║
ĪĪĪĪ(1)└¼╗°ØB×Vę║Įø(j©®ng)╬³ĖĮ│žĪó╗ņ─²│ž▀MąąŅA╠Ä└Ē;
ĪĪĪĪ(2)╗ņ─²│žĄ─│÷╦«┼cģÆč§░▒č§╗»Ę┤æ¬Ų„Ą─╗ž┴„ę║╗ņ║Ž║¾Ż¼į┌ģÆč§EGSBĘ┤æ¬Ų„ųą▀Mąą═¼▓ĮĘ┤Ž§╗»«a(ch©Żn)╝ū═ķ╗»Ę┤æ¬;
ĪĪĪĪ(3)ģÆč§╠Ä└Ē│÷╦«55%-60%▀M╚ļA/OČ╠│╠Ž§╗»Ę┤æ¬│žŻ¼╩ŻėÓ▓┐Ęų▀M╚ļ╝»╦«│žó“;
ĪĪĪĪ(4)A/OČ╠│╠Ž§╗»│÷╦«┼c╝»╦«│žó“ųąĄ─ģÆč§ę║░┤¾wĘe▒╚1:1╗ņ║Ž║¾Ż¼į┌UASBģÆč§░▒č§╗»Ę┤æ¬Ų„ųą▀Mąą├ōĄ¬Ę┤æ¬;
ĪĪĪĪ(5)ģÆč§░▒č§╗»Ę┤æ¬Ų„Ą─│÷╦«▀M╚ļ┴ŃØŌ┐sę║╔ŅČ╚╠Ä└ĒŽĄĮy(t©»ng)Ż¼ę└┤╬Įø(j©®ng)▀^Č■╝ē╗ņ─²╠Ä└ĒĪóę╗╝ēŠ∙ŽÓ┤▀╗»│¶č§č§╗»╠Ä└ĒĪóMBRČ■┤╬╔·╬’╠Ä└ĒĪóČ■╝ēŠ∙ŽÓ┤▀╗»│¶č§č§╗»╠Ä└Ē║¾Ż¼▀_ś╦┼┼Ę┼ĪŻ
ĪĪĪĪ2.Ė∙ō■(j©┤)ÖÓ(qu©ón)└¹ę¬Ū¾1╦∙╩÷Ą─└¼╗°ØB×Vę║╠Ä└ĒĄ─ĮM║Ž╣ż╦ćŻ¼Ųõ╠žš„į┌ė┌Ż¼╦∙╩÷PLC┐žųŲŽĄĮy(t©»ng)ī”╦∙╩÷ģÆč§╠Ä└ĒĪóČ╠│╠Ž§╗»╠Ä└ĒĪóģÆč§░▒č§╗»╠Ä└Ē▀MąąīŹĢr┐žųŲŻ║
ĪĪĪĪ╦∙╩÷ģÆč§EGSBĘ┤æ¬Ų„Ū░╗ž┴„╣▄Ą└╔Ž░▓čbėąĄ┌ę╗ę║¾w┴„┴┐é„ĖąŲ„Ż¼Ę┤æ¬Ų„ųą▓┐įOėąĄ┌ę╗£žČ╚é„ĖąŲ„Īóę║¾w┴„╦┘ėŗĪóĄ┌ę╗pHļŖśOŻ¼A/OČ╠│╠Ž§╗»Ę┤æ¬│žĄ─▀M╦«┐┌įOėąĄ┌Č■ę║¾w┴„┴┐é„ĖąŲ„Ż¼į┌╦∙╩÷A/OČ╠│╠Ž§╗»│ž║├č§ģ^(q©▒)ųąįOėąĄ┌Č■£žČ╚é„ĖąŲ„ĪóDOļŖśOĪóĄ┌Č■pHļŖśOĪóĄ┌ę╗░▒Ą¬ļŖśOŻ¼ŲžÜŌ╣▄Ą└╔ŽįOėąÜŌ¾w┴„┴┐é„ĖąŲ„;į┌╦∙╩÷ģÆč§░▒č§╗»Ę┤æ¬Ų„Ū░Ą─▀BĮė╝»╦«│žó“Ą─▀M╦«╣▄Ą└╔ŽįOėąĄ┌╚²ę║¾w┴„┴┐é„ĖąŲ„Ż¼į┌╦∙╩÷UASBģÆč§░▒č§╗»Ę┤æ¬Ų„ųąįOėąĄ┌╚²£žČ╚é„ĖąŲ„ĪóĄ┌╚²pHļŖśOĪóORPļŖśOĪóĄ┌Č■NH4+-NļŖśOĪóNO2--NļŖśO;╔Ž╩÷Ė„į┌ŠĆ▒O(ji©Īn)£yāxĘųäe┼cPLC┐žųŲŽĄĮy(t©»ng)▀BĮė;
ĪĪĪĪ╦∙╩÷Ą─PLC┐žųŲŽĄĮy(t©»ng)īó▓╔╝»ĄĮĄ─ą┼╠¢’@╩Šė┌╚╦ÖCĮń├µ╔ŽŻ¼Ė∙ō■(j©┤)▀\ąą│╠ą“ėŗ╦ŃĄ├ĄĮīŹĢr┐žųŲūā┴┐Ż¼ī”┼cPLC┐žųŲŽĄĮy(t©»ng)ŽÓ▀BĄ─▒├Īó╝ė¤ßčbų├ĪóŲžÜŌÖCĪóļŖäėķy▀MąąīŹĢrš{(di©żo)┐žĪŻ
ĪĪĪĪ3.Ė∙ō■(j©┤)ÖÓ(qu©ón)└¹ę¬Ū¾1╦∙╩÷Ą─└¼╗°ØB×Vę║╠Ä└ĒĄ─ĮM║Ž╣ż╦ćŻ¼Ųõ╠žš„į┌ė┌Ż¼╦∙╩÷ģÆč§╠Ä└Ē«a(ch©Żn)╔·Ą─šėÜŌ▌ö╦═ų┴šėÜŌā”╣▐Ż¼╠ß╝ā║¾Ż¼╚╝¤²Ż¼ė├ė┌╝ė¤ß╦∙╩÷Č╠│╠Ž§╗»╠Ä└ĒĪóģÆč§░▒č§╗»╠Ä└Ēå╬į¬Ż¼╩ŻėÓ¤ß┴┐ė├ė┌░l(f©Ī)ļŖĪŻ
ĪĪĪĪ4.Ė∙ō■(j©┤)ÖÓ(qu©ón)└¹ę¬Ū¾1╦∙╩÷Ą─└¼╗°ØB×Vę║╠Ä└ĒĄ─ĮM║Ž╣ż╦ćŻ¼Ųõ╠žš„į┌ė┌Ż¼╦∙╩÷╔ŅČ╚╠Ä└Ē×ķMBRČ■┤╬╔·╬’╠Ä└Ē║═│¶č§č§╗»╠Ä└ĒĄ─ĮM║Ž╣ż╦ćŻ¼░³└©ą§─²│┴ĄĒ╠Ä└ĒĪóę╗╝ēŠ∙ŽÓ┤▀╗»│¶č§č§╗»╠Ä└ĒĪóMBRČ■┤╬╔·╬’╠Ä└ĒĪóČ■╝ēŠ∙ŽÓ┤▀╗»│¶č§č§╗»╠Ä└ĒŻ¼šµš²īŹ¼F(xi©żn)┴ŃØŌ┐sę║╔ŅČ╚╠Ä└Ē╣ż╦ćĪŻ
ĪĪĪĪ5.Ė∙ō■(j©┤)ÖÓ(qu©ón)└¹ę¬Ū¾1╦∙╩÷Ą─└¼╗°ØB×Vę║╠Ä└ĒĄ─ĮM║Ž╣ż╦ćŻ¼Ųõ╠žš„į┌ė┌Ż¼╦∙╩÷Ą┌ę╗ĪóĄ┌Č■Š∙ŽÓ┤▀╗»│¶č§č§╗»╠Ä└Ē╦∙╩╣ė├Ą─┤▀╗»ä®×ķę║¾w┤▀╗»ä®Ż¼Ųõųą║¼ėąMn2+ĪóAg+Ą╚▀^Č╔Įī┘ļxūėĪŻ
ĪĪĪĪ6.Ė∙ō■(j©┤)ÖÓ(qu©ón)└¹ę¬Ū¾1╦∙╩÷Ą─└¼╗°ØB×Vę║╠Ä└ĒĄ─ĮM║Ž╣ż╦ćŻ¼Ųõ╠žš„į┌ė┌Ż¼╦∙╩÷╔ŅČ╚╠Ä└Ēųą«a(ch©Żn)╔·Ą─│¶č§╬▓ÜŌŻ¼╩š╝»║¾▀M╚ļ│¶č§╬▓ÜŌĘųĮŌčbų├╠Ä└Ē║¾┼┼Ę┼ĪŻ
ĪĪĪĪšf├„Ģ°
ĪĪĪĪģÆč§-ūįB(y©Żng)├ōĄ¬-│¶č§č§╗»±Ņ║ŽĄ─└¼╗°ØB×Vę║╚½┴„│╠┴Ń┼┼Ę┼╠Ä└Ē╣ż╦ć
ĪĪĪĪ╝╝ąg(sh©┤)ŅIė“
ĪĪĪĪ▒Š░l(f©Ī)├„╔µ╝░Łh(hu©ón)Š│▒Żūo╝╝ąg(sh©┤)ŅIė“Ż¼Š▀¾w╔µ╝░ę╗ĘN└¼╗°ØB×Vę║╠Ä└ĒĄ─ĮM║Ž╣ż╦ćĪŻ
ĪĪĪĪ▒│Š░╝╝ąg(sh©┤)
ĪĪĪĪ│Ū╩ą└¼╗°ąl(w©©i)╔·╠Ņ┬±«a(ch©Żn)╔·Ą─└¼╗°ØB×Vę║ųą║¼ėą┤¾┴┐ėąÖC╬█╚Š╬’Īó║¼Ą¬╬’┘|(zh©¼)ęį╝░ĘNŅÉĘ▒ČÓĄ─ųžĮī┘╬’┘|(zh©¼)Ż¼╚ń╣¹╠Ä└Ē▓╗«öŻ¼Ģ■│╔×ķų▄ć·Łh(hu©ón)Š│Ą─Š▐┤¾═■├{ĪŻė╚Ųõ╩ŪŲõųą╦∙║¼Ą─░▒Ą¬Ż¼╩ŪØB×Vę║ĘĆ(w©¦n)Č©╗»╠Ä└ĒĄ─ĻPµIę“╦ž;▓óŪę▀^Ė▀Ą─░▒Ą¬ØŌČ╚Ģ■ęųųŲ╬ó╔·╬’Ą─š²│Ż╔·ķL║═╔·╗»╠Ä└ĒĄ─ą¦╣¹ĪŻć°╝ęŅC▓╝Ą─ĪČ└¼╗°ØB×Vę║┼┼Ę┼ś╦£╩ĪĘ(GB16889-2008)Ż¼į÷╝ė┴╦ī”┐饬┼┼Ę┼Ą─ś╦£╩Ż¼ę¬Ū¾│÷╦«┐饬┘|(zh©¼)┴┐ØŌČ╚ąĪė┌40mg/LŻ¼ų┴Į±Ż¼╦³╚į╩Ū└¼╗°ØB×Vę║╠Ä└ĒųąĄ─ę╗┤¾ļyŅ}ĪŻ─┐Ū░Ż¼└¼╗°ØB×Vę║Ą─╠Ä└Ē═©│Ż▓╔ė├Ī░ŅA╠Ä└Ē+╔·╬’╠Ä└Ē+╔ŅČ╚╠Ä└ĒĪ▒Ą─╣ż╦ćĮM║ŽĪŻį┌└¼╗°ØB×Vę║╠Ä└Ē╩ął÷╔Ž▌^×ķ│╔╩ņĄ─╔ŅČ╚╠Ä└Ē╣ż╦ć╩Ū│¼×VĪó╝{×VĄ╚─ż╣ż╦ćŻ¼ļm╚╗Įø(j©®ng)╝{×V╠Ä└Ē║¾Ą─╔ŽŪÕę║▀_ś╦Ż¼┐╔ų▒Įė┼┼Ę┼Ż¼Ą½╝{×VĘųļx║¾«a(ch©Żn)╔·Ą─ØŌ┐sę║╔½Č╚╔ŅĪó¹}ĘųĖ▀ĪóCODų„ę¬×ķļyĮĄĮŌĄ─Ė»ų│╦ßŅÉ╬’┘|(zh©¼)Ż¼║▄ļy╠Ä└ĒŻ¼│Ż▓╔╚Ī╗žćŖĪó╗ž╣Ó╠Ņ┬±╗“═Ō▀\╠Ä└ĒĄ╚ĘĮ╩Į╠Äų├Ż¼ęūą╬│╔Č■┤╬╬█╚ŠĪŻ┤╦▓┐Ęų╝sš╝┐é╠Ä└Ē╦«┴┐Ą─40%Ż¼╣ż╦ć─▄║─┤¾Ż¼▀\ąą╝░═Č┘Y┘Mė├Ė▀Ż¼╦∙ęįØŌ┐sę║Ą─╠Ä└Ē╩Ū└¼╗°ØB×Vę║╠Ä└Ē▀^│╠ųąĄ─ėųę╗┤¾ļyŅ}ĪŻ┐éĄ─üĒšfŻ¼é„Įy(t©»ng)╣ż╦ć┤µį┌╠Ä└Ē╣ż╦ćÅ═ļsĪó╗»īW╦Ä䮎¹║─┴┐┤¾Īó│╔▒ŠĖ▀Īó╠Ä└Ē║¾└¼╗°ØB×Vę║┐饬┼┼Ę┼▓╗▀_ś╦ĪóØŌ┐sę║╠Ä└Ē▓╗▀_ś╦Ą╚╚▒Ž▌ĪŻ
ĪĪĪĪČ╠│╠Ž§╗»-ģÆč§░▒č§╗»┤«┬ō(li©ón)╣ż╦ć╩Ū─┐Ū░ÅU╦«╔·╬’├ōĄ¬ŅIė“ā╚(n©©i)ūŅĮø(j©®ng)Ø·ĪóūŅ║åØŹĄ─╣ż╦ćų«ę╗ĪŻČ╠│╠Ž§╗»╝╝ąg(sh©┤)Ż¼╩Ūīó╔·╬’Ž§╗»▀^│╠┐žųŲį┌░▒č§╗»ļAČ╬Ż¼╩╣NH4+-Nį┌▐D(zhu©Żn)╗»×ķNO2--N║¾▓╗į┘▐D(zhu©Żn)ūā?y©Łu)ķNO3--N;ģÆč§░▒č§╗»╝╝ąg(sh©┤)╩ŪīóNH4+-N║═NO2--Nų▒Įė▐D(zhu©Żn)╗»×ķĄ¬ÜŌĄ─╔·╬’Ę┤æ¬╝╝ąg(sh©┤)ĪŻČ°Č╠│╠Ž§╗»-ģÆč§░▒č§╗»ĮM║Ž╣ż╦ćätĮY(ji©”)║Ž┴╦ā╔ĘN╝╝ąg(sh©┤)Ą─ā×(y©Łu)³cŻ¼ŽÓī”ė┌é„Įy(t©»ng)├ōĄ¬╣ż╦ćČ°čįŻ¼įō╣ż╦ćŠ▀ėą║─č§┴┐Ą═Īó¤oąĶėąÖC╠╝į┤Īó╩ŻėÓ╬█─Ó┴┐╔┘Īó├ōĄ¬ą¦┬╩Ė▀Ą╚ā×(y©Łu)³cĪŻ
ĪĪĪĪ┤╦═ŌŻ¼│¶č§Ą─ÅŖč§╗»ū„ė├Ż¼┐╔īó└¼╗°ØB×Vę║ųąĄ─ļyĮĄĮŌėąÖC╬’ĮĄĮŌ×ķęū╔·╬’ĮĄĮŌĄ─ėąÖC╬’Ż¼╠ßĖ▀Ųõ┐╔╔·╗»ąįŻ¼║¾└m(x©┤)═©▀^MBR╣ż╦ćĄ─Č■╝ē╔·╬’╠Ä└Ē╝░│¶č§╔ŅČ╚č§╗»Ż¼╩╣│÷╦«ėąÖC╬’▀_ś╦┼┼Ę┼ĪŻ═¼ĢrīŹ¼F(xi©żn)├ō╔½Īó│²│¶Ą──┐Ą─ĪŻ│¶č§ÅŖč§╗»╔ŅČ╚╠Ä└Ē╝╝ąg(sh©┤)Ż¼┐╔īŹ¼F(xi©żn)└¼╗°ØB×Vę║Ī░┴ŃØŌ┐sę║Ī▒Ą──┐Ą─Ż¼ÅžĄūĮŌøQé„Įy(t©»ng)╣ż╦ćųąØŌ┐sę║ļy╠Äų├Īó╠Äų├│╔▒ŠĖ▀Ą─å¢Ņ}ĪŻ
ĪĪĪĪę“┤╦Ż¼╚ń║╬īóęį╔Žā╔ĘN╝╝ąg(sh©┤)æ¬ė├ĄĮ└¼╗°ØB×Vę║Ą─╠Ä└ĒųąŠ═│╔×ķ蹊┐¤ß³cų«ę╗ĪŻ
ĪĪĪĪ░l(f©Ī)├„ā╚(n©©i)╚▌
ĪĪĪĪ▒Š░l(f©Ī)├„Ą──┐Ą─╩Ū╠ß╣®ę╗ĘN└¼╗°ØB×Vę║╠Ä└ĒĄ─ĮM║Ž╣ż╦ćŻ¼═©▀^ģÆč§╝╝ąg(sh©┤)ĪóūįB(y©Żng)├ōĄ¬╝╝ąg(sh©┤)Īó┼c│¶č§Ė▀╝ēč§╗»╝╝ąg(sh©┤)ėąÖCĮY(ji©”)║ŽŻ¼╚ĪķLčaČ╠Ż¼Å─Č°Š▀ėąĖ▀░▒Ą¬╚ź│²┬╩ĪóĖ▀╔½Č╚╚ź│²┬╩ĪóĖ▀COD╚ź│²┬╩Īó▀\ąąĘĆ(w©¦n)Č©Īóī”╦«┘|(zh©¼)ūā╗»▀mæ¬─▄┴”ÅŖĪó┘Mė├▌^Ą═Īó┴ŃØŌ┐sę║«a(ch©Żn)╔·Ą╚ā×(y©Łu)³cĪŻ
ĪĪĪĪ×ķ┴╦īŹ¼F(xi©żn)╔Ž╩÷─┐Ą─Ż¼▒Š░l(f©Ī)├„▓╔ė├Ą─╝╝ąg(sh©┤)ĘĮ░Ė╚ńŽ┬Ż║
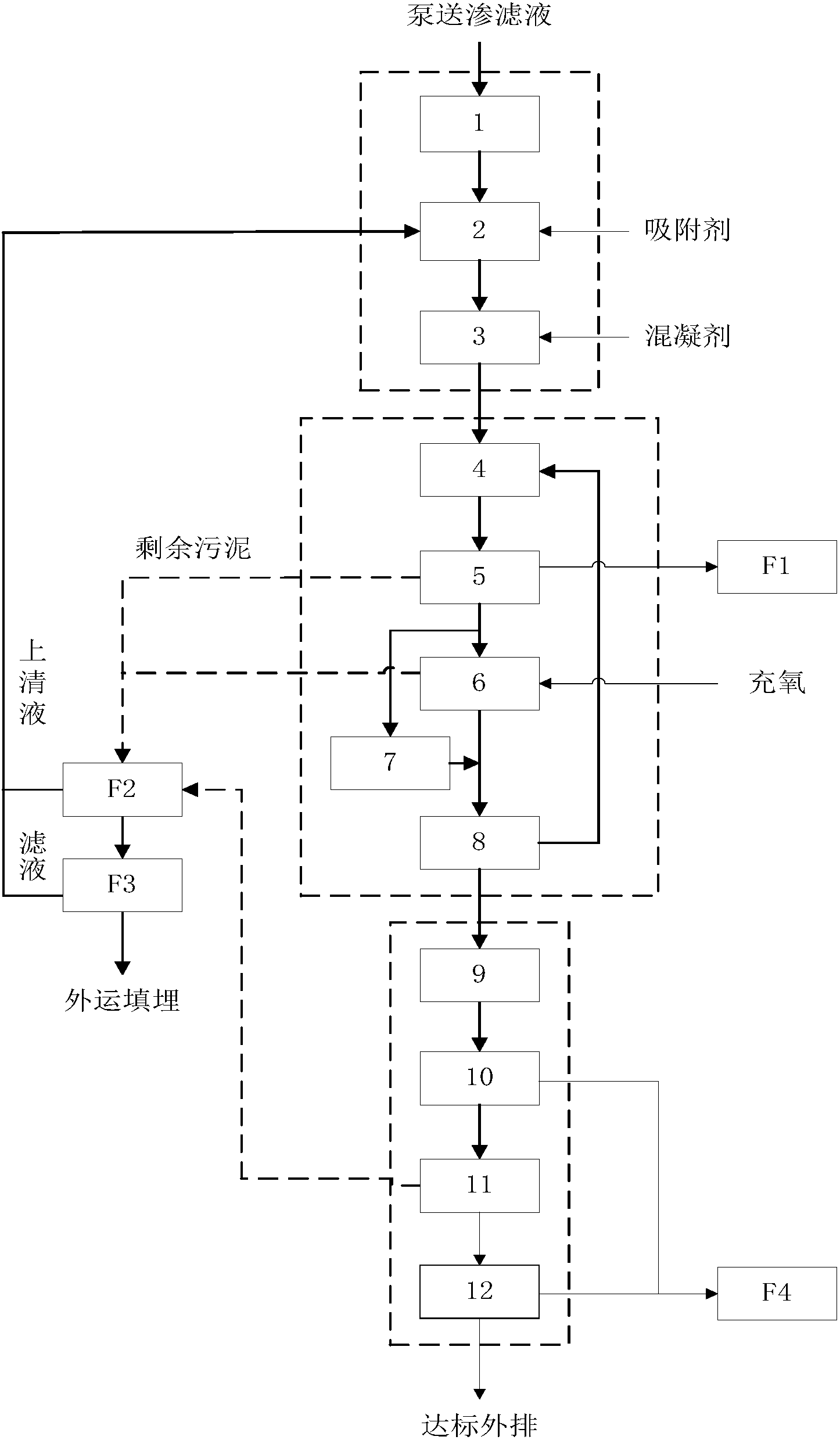
ĪĪĪĪę╗ĘN└¼╗°ØB×Vę║╠Ä└ĒĄ─ĮM║Ž╣ż╦ćŻ¼░³└©╚ńŽ┬▓Į¾EŻ║
ĪĪĪĪ(1)└¼╗°ØB×Vę║Įø(j©®ng)╬³ĖĮ│žĪó╗ņ─²│ž▀MąąŅA╠Ä└Ē;
ĪĪĪĪ(2)╗ņ─²│žĄ─│÷╦«┼cģÆč§░▒č§╗»Ę┤æ¬Ų„Ą─╗ž┴„ę║╗ņ║Ž║¾Ż¼į┌ģÆč§EGSBĘ┤æ¬Ų„ųą▀Mąą═¼▓ĮĘ┤Ž§╗»«a(ch©Żn)╝ū═ķ╗»Ę┤æ¬;
ĪĪĪĪ(3)ģÆč§╠Ä└Ē│÷╦«55%-60%▀M╚ļA/OČ╠│╠Ž§╗»Ę┤æ¬│žŻ¼╩ŻėÓ▓┐Ęų▀M╚ļ╝»╦«│žó“;
ĪĪĪĪ(4)A/OČ╠│╠Ž§╗»│÷╦«┼c╝»╦«│žó“ųąĄ─ģÆč§ę║░┤¾wĘe▒╚1:1╗ņ║Ž║¾Ż¼į┌UASBģÆč§░▒č§╗»Ę┤æ¬Ų„ųą▀Mąą├ōĄ¬Ę┤æ¬;
ĪĪĪĪ(5)ģÆč§░▒č§╗»Ę┤æ¬Ų„Ą─│÷╦«▀M╚ļ┴ŃØŌ┐sę║╔ŅČ╚╠Ä└ĒŽĄĮy(t©»ng)Ż¼ę└┤╬Įø(j©®ng)▀^Č■╝ē╗ņ─²╠Ä└ĒĪóę╗╝ēŠ∙ŽÓ┤▀╗»│¶č§č§╗»╠Ä└ĒĪóMBRČ■┤╬╔·╬’╠Ä└ĒĪóČ■╝ēŠ∙ŽÓ┤▀╗»│¶č§č§╗»╠Ä└Ē║¾Ż¼▀_ś╦┼┼Ę┼ĪŻ
ĪĪĪĪĖ∙ō■(j©┤)ęį╔ŽĘĮ░ĖŻ¼╦∙╩÷PLC┐žųŲŽĄĮy(t©»ng)ī”╦∙╩÷ģÆč§╠Ä└ĒĪóČ╠│╠Ž§╗»╠Ä└ĒĪóģÆč§░▒č§╗»╠Ä└Ē▀MąąīŹĢr┐žųŲŻ║
ĪĪĪĪ╦∙╩÷ģÆč§EGSBĘ┤æ¬Ų„Ū░╗ž┴„╣▄Ą└╔Ž░▓čbėąĄ┌ę╗ę║¾w┴„┴┐é„ĖąŲ„Ż¼Ę┤æ¬Ų„ųą▓┐įOėąĄ┌ę╗£žČ╚é„ĖąŲ„Īóę║¾w┴„╦┘ėŗĪóĄ┌ę╗pHļŖśOŻ¼A/OČ╠│╠Ž§╗»Ę┤æ¬│žĄ─▀M╦«┐┌įOėąĄ┌Č■ę║¾w┴„┴┐é„ĖąŲ„Ż¼į┌╦∙╩÷A/OČ╠│╠Ž§╗»│ž║├č§ģ^(q©▒)ųąįOėąĄ┌Č■£žČ╚é„ĖąŲ„ĪóDOļŖśOĪóĄ┌Č■pHļŖśOĪóĄ┌ę╗░▒Ą¬ļŖśOŻ¼ŲžÜŌ╣▄Ą└╔ŽįOÜŌ¾w┴„┴┐é„ĖąŲ„;į┌╦∙╩÷ģÆč§░▒č§╗»Ę┤æ¬Ų„Ū░Ą─▀BĮė╝»╦«│žó“Ą─▀M╦«╣▄Ą└╔ŽįOėąĄ┌╚²ę║¾w┴„┴┐é„ĖąŲ„Ż¼į┌╦∙╩÷UASBģÆč§░▒č§╗»Ę┤æ¬Ų„ųąįOėąĄ┌╚²£žČ╚é„ĖąŲ„ĪóĄ┌╚²pHļŖśOĪóORPļŖśOĪóĄ┌Č■NH4+-NļŖśOĪóNO2--NļŖśO;╔Ž╩÷Ė„į┌ŠĆ▒O(ji©Īn)£yāxĘųäe┼cPLC┐žųŲŽĄĮy(t©»ng)▀BĮė;
ĪĪĪĪ╦∙╩÷Ą─PLC┐žųŲŽĄĮy(t©»ng)īó▓╔╝»ĄĮĄ─ą┼╠¢’@╩Šė┌╚╦ÖCĮń├µ╔ŽŻ¼Ė∙ō■(j©┤)▀\ąą│╠ą“ėŗ╦ŃĄ├ĄĮīŹĢr┐žųŲūā┴┐Ż¼ī”┼cPLC┐žųŲŽĄĮy(t©»ng)ŽÓ▀BĄ─▒├Īó╝ė¤ßčbų├ĪóŲžÜŌÖCĪóļŖäėķy▀MąąīŹĢrš{(di©żo)┐žĪŻ
ĪĪĪĪĖ∙ō■(j©┤)ęį╔ŽĘĮ░ĖŻ¼╦∙╩÷ģÆč§╠Ä└Ē«a(ch©Żn)╔·Ą─šėÜŌ▌ö╦═ų┴šėÜŌā”╣▐Ż¼╠ß╝ā║¾Ż¼╚╝¤²Ż¼ė├ė┌╝ė¤ß╦∙╩÷Č╠│╠Ž§╗»╠Ä└ĒĪóģÆč§░▒č§╗»╠Ä└Ēå╬į¬Ż¼╩ŻėÓ¤ß┴┐ė├ė┌░l(f©Ī)ļŖŻ¼╠ß╣®╚½ÅSĄ─╩╣ė├ļŖ┴┐Ż¼īŹ¼F(xi©żn)─▄į┤ūįĮoĪŻ
ĪĪĪĪĖ∙ō■(j©┤)ęį╔ŽĘĮ░ĖŻ¼╦∙╩÷╔ŅČ╚╠Ä└Ē×ķMBRČ■┤╬╔·╬’╠Ä└Ē║═│¶č§č§╗»╠Ä└ĒĄ─ĮM║Ž╣ż╦ćŻ¼░³└©Č■╝ē╗ņ─²╠Ä└ĒĪóę╗╝ēŠ∙ŽÓ┤▀╗»│¶č§č§╗»╠Ä└ĒĪóMBRČ■┤╬╔·╬’╠Ä└ĒĪóČ■╝ēŠ∙ŽÓ┤▀╗»│¶č§č§╗»╠Ä└ĒŻ¼šµš²īŹ¼F(xi©żn)┴ŃØŌ┐sę║╠Ä└Ē╣ż╦ćĪŻ
ĪĪĪĪĖ∙ō■(j©┤)ęį╔ŽĘĮ░ĖŻ¼╦∙╩÷Ą┌ę╗Š∙ŽÓ┤▀╗»│¶č§č§╗»╠Ä└Ē╦∙╩╣ė├Ą─┤▀╗»ä®×ķę║¾w┤▀╗»ä®Ż¼Ųõųą║¼ėąMn2+ĪóAg+Ą╚▀^Č╔Įī┘ļxūėĪŻ
ĪĪĪĪĖ∙ō■(j©┤)ęį╔ŽĘĮ░ĖŻ¼╦∙╩÷╔ŅČ╚╠Ä└Ēųą«a(ch©Żn)╔·Ą─│¶č§╬▓ÜŌŻ¼╩š╝»║¾▀M╚ļ│¶č§╬▓ÜŌĘųĮŌčbų├╠Ä└Ē║¾┼┼Ę┼ĪŻ
ĪĪĪĪ▒Š░l(f©Ī)├„Ą─Ė„╣ż╦ćįŁ└Ē╚ńŽ┬Ż║
ĪĪĪĪa.╬³ĖĮ╗ņ─²Ż║
ĪĪĪĪ└¼╗°ØB×Vę║╩ūŽ╚▀M╚ļš{(di©żo)╣Ø(ji©”)│žš{(di©żo)╣Ø(ji©”)╦«┘|(zh©¼)ĪóŠ∙║Ō╦«┴┐║¾▀M╚ļ╬³ĖĮ│žŻ¼į┌╬³ĖĮ│žųą═Č╝ėę╗Č©┴┐Ą─╬³ĖĮ䮯¼Ę┤æ¬═Ļ╚½║¾│÷╦«▀M╚ļ╗ņ─²│žųąŻ¼į┌╗ņ─²ä®║═ų·─²ä®-Ą─ū„ė├Ž┬Ż¼▀Mąą╗ņ─²Ę┤æ¬Ż¼╬³ĖĮ│ž┼c╗ņ─²│žųąĄ─│┴ĄĒ╬’Įø(j©®ng)▀^▒├┼c╣▄Ą└╦═╚ļ╬█─ÓØŌ┐s│žųąĪŻ
ĪĪĪĪb.ģÆč§╠Ä└Ē(═¼▓ĮĘ┤Ž§╗»«a(ch©Żn)╝ū═ķ╗»╠Ä└Ē)Ż║
ĪĪĪĪĮø(j©®ng)▀^╬³ĖĮ╗ņ─²╠Ä└Ē║¾Ą─└¼╗°ØB×Vę║┼cģÆč§░▒č§╗»Ę┤æ¬│žĄ─╗ž┴„ę║╗ņ║Ž║¾Ż¼▀M╚ļ?y©▓n)Æč§Ę┤æ¬│žŻ¼┐žųŲpHį┌7-8Ż¼£žČ╚×ķ30-35ĪµŻ¼╗ņ║Žę║┼cĄū▓┐╬█─ÓĮėė|║¾Ż¼╩ūŽ╚▀MąąĘ┤Ž§╗»Ż¼ęę╦ߥ╚ō]░l(f©Ī)ąįų¼ĘŠ╦ß┐╔ū„×ķĘ┤Ž§╗»Ą─ėąÖC╠╝į┤Ż¼╚ź│²ģÆč§░▒č§╗»╗ž┴„ę║ųąĄ─Ž§æB(t©żi)Ą¬Ż¼╠ßĖ▀┴╦ŽĄĮy(t©»ng)Ą─┐饬╚ź│²┬╩Ż¼═¼Ģr«a(ch©Żn)╔·┤¾┴┐Ą─ēAČ╚;╚╗║¾į┌┼“├øŅw┴Ż╬█─Óųą«a(ch©Żn)╦ߊ·ū„ė├Ž┬īóØB×Vę║ųąĄ─┤¾ĘųūėėąÖC╬’╦«ĮŌ╦ß╗»×ķąĪĘųūėėąÖC╬’Ż¼Įėų°Įø(j©®ng)▀^ģÆ觊·Īó╝µč§Š·Ą─╬³ĖĮĪó░l(f©Ī)Į═Īó«a(ch©Żn)╝ū═ķĄ─╣▓═¼ū„ė├īóŲõĘųĮŌ│╔╝ū═ķ╗“Č■č§╗»╠╝;öyĦšėÜŌĄ─ę║¾w╔Ž╔²ĄĮĒö▓┐Įø(j©®ng)╚²ŽÓĘųļxŲ„║¾Ż¼╬█─Ó┬õ╗žĘ┤æ¬ģ^(q©▒)Ż¼šėÜŌ▌ö╦═ų┴šėÜŌā”╣▐ųąŻ¼╦«▓┐Ęų▀Mąąā╚(n©©i)╗ž┴„Ż¼▓┐Ęųū„×ķ│÷╦«┴„│÷ĪŻ
ĪĪĪĪc.Č╠│╠Ž§╗»Ż║
ĪĪĪĪĮø(j©®ng)▀^═¼▓ĮĘ┤Ž§╗»«a(ch©Żn)╝ū═ķ╠Ä└Ē║¾Ą─ØB×Vę║▓┐Ęų▀M╚ļA/OČ╠│╠Ž§╗»Ę┤æ¬│žĄ─╚▒č§ģ^(q©▒)Ż¼▀Mę╗▓Į╚ź│²ėąÖC╬’║¾┴„╚ļ║├č§ģ^(q©▒)Ż¼┐žųŲ║├č§ģ^(q©▒)ā╚(n©©i)pHį┌7.5-8.0Ż¼£žČ╚×ķ25-30ĪµŻ¼ļS║¾åóäėŲžÜŌ║═öć░ĶŽĄĮy(t©»ng)Ż¼ŠS│ųĘ┤æ¬▀^│╠ųąĄ─DO×ķ2.0mg/Lū¾ėęŻ¼╩╣Ž§╗»▀^│╠═Żų╣į┌ü厧╦ß¹}ļAČ╬Ż¼Ė∙ō■(j©┤)į┌ŠĆ░▒Ą¬ļŖśOīŹĢr▒O(ji©Īn)┐žĘ┤æ¬│žā╚(n©©i)Ą─░▒Ą¬ØŌČ╚Ż¼▓ó═©▀^PLCŽĄĮy(t©»ng)╝░Ģrš{(di©żo)š¹▀M╦«░▒Ą¬žō║╔Ż¼╩╣Ę┤æ¬│žųąĄ─ŲĮŠ∙FA(ė╬ļx░▒)Ą═ė┌10mg/LŻ¼═©▀^FAęųųŲ║═īŹĢr┐žųŲ╩╣Č╠│╠Ž§╗»īŹ¼F(xi©żn)95%ęį╔ŽĄ─ü厧╦ߥ¬└█Ęe┬╩ĪŻ
ĪĪĪĪd.ģÆč§░▒č§╗»Ż║
ĪĪĪĪĮø(j©®ng)Č╠│╠Ž§╗»╠Ä└Ē║¾Ą─ØB×Vę║▀M╚ļ?y©▓n)Æč§░▒č§╗»UASBĘ┤æ¬Ų„Ż¼┼c╝»╦«│žó“ųąĄ─ģÆč§╠Ä└Ēę║░┤ę╗Č©▒╚└²╗ņ║Ž║¾Ż¼ė╔░▓čbį┌▀M╦«┐┌Ą─į┌ŠĆNO2--NļŖśOĪóNH4+-NļŖśO▀MąąīŹĢr▒O(ji©Īn)£yŻ¼╩╣▀M╦«NO2--N/NH4+-N=1.32Ż¼▀\ąą£žČ╚┐žųŲį┌35ĪµŻ¼╔Ž╔²┴„╦┘×ķ1-2m/hŻ¼į┌ģÆč§░▒č§╗»Ņw┴Ż╬█─ÓĄ─ū„ė├Ž┬▀MąąĘ┤æ¬Ż¼┐╔╩╣NO2--NĪóNH4+-NĄ─╚ź│²┬╩▀_ĄĮ90%ęį╔ŽŻ¼▓óĮø(j©®ng)Ę┤æ¬Ų„Ēö▓┐Ą─╚²ŽÓĘųļxŲ„▀Mąą─Ó╦«ĘųļxĪŻ
ĪĪĪĪe.╔ŅČ╚╠Ä└ĒŻ║
ĪĪĪĪģÆč§░▒č§╗»Ę┤æ¬│žĄ─│÷╦«▀M╚ļ┴ŃØŌ┐sę║╔ŅČ╚╠Ä└ĒŽĄĮy(t©»ng)Ż¼░³└©Č■╝ē╗ņ─²│žĪóĄ┌ę╗Š∙ŽÓ┤▀╗»│¶č§č§╗»Ę┤æ¬│žĪóMBR─żĘ┤æ¬│žĪóĄ┌Č■│¶č§č§╗»Ę┤æ¬│žĪŻģÆč§░▒č§╗»Ę┤æ¬Ų„Ą─│÷╦«▀M╚ļą§─²│┴ĄĒ│žŻ¼į┌╗ņ─²ä®║═ą§─²ä®Ą─ū„ė├Ž┬╩╣▓┐Ęų┤¾ĘųūėĄ─ļyĮĄĮŌėąÖC╬’ĪóĮī┘ļxūėęį│┴ĄĒ╬’ą╬╩Į╚ź│²Ż¼│┴ĄĒ║¾Ż¼╔ŽŪÕę║▀M╚ļę╗╝ēŠ∙ŽÓ┤▀╗»│¶č§č§╗»Ę┤æ¬│žŻ¼į┌ę║¾w┤▀╗»ä®ū„ė├Ž┬Ż¼└¹ė├│¶č§Ą─ÅŖč§╗»ąįŻ¼╩╣└¼╗°ØB×Vę║ųąĄ─ļyĮĄĮŌėąÖC╬’Ą├ęįĮĄĮŌ×ķęū╔·╬’ĮĄĮŌĄ─ėąÖC╬’Ż¼Ė─╔ŲŲõ┐╔╔·╗»ąį;│÷╦«▀M╚ļMBR─żĘ┤æ¬│žŻ¼į┌MBRĘ┤æ¬│žųąįOėŗĮ■ø]╩ĮMBR─ż╠Ä└Ēčbų├Ż¼▀MąąŽ§╗»┼cĘ┤Ž§╗»Ę┤æ¬Ż¼▀Mę╗▓Į╚ź│²ėąÖC╬’Īó░▒Ą¬Ą╚╬█╚Š╬’Ż¼Ųõā╚(n©©i)ų├╗“═Ōų├Ą──żĮM╝■Ż¼▀MąąĖ▀ą¦Ąž╣╠ę║ĘųļxŻ¼ĮĄĄ═│÷╦«ųą╬█╚Š╬’┘|(zh©¼)ØŌČ╚;│÷╦«▀M╚ļČ■╝ēŠ∙ŽÓ┤▀╗»│¶č§č§╗»Ę┤æ¬│žŻ¼ĮĄĮŌÅU╦«ųąÜł┴¶Ą─╔┘┴┐ļy╔·╗»ėąÖC╬’Ż¼═¼ĢrŠ▀ėą├ō╔½Īó│²│¶Ą╚ū„ė├Ż¼╩╣│÷╦«ĘĆ(w©¦n)Č©▀_ś╦ĪŻ
ĪĪĪĪ▒Š░l(f©Ī)├„Ą─ėąęµą¦╣¹╩ŪŻ║
ĪĪĪĪ1)▒Š░l(f©Ī)├„ų„¾w╔·╬’╣ż╦ć▓╔ė├Ī░ģÆč§EGSBĘ┤æ¬Ų„+A/OČ╠│╠Ž§╗»Ę┤æ¬│ž+UASBģÆč§░▒č§╗»Ę┤æ¬Ų„Ī▒╠Ä└Ē╣ż╦ćŻ¼│õĘųĮY(ji©”)║ŽģÆč§EGSBĖ▀ą¦╚ź│²CODĪóA/O│ž└█Ęeü厧╦ß¹}ĪóģÆč§░▒č§╗»╚ź│²┐饬Ą─ā×(y©Łu)ä▌Ż¼╩╣▒Š░l(f©Ī)├„Š▀ėą▓╗ąĶ═Ō╝ė╠╝į┤ĪóŲžÜŌ─▄║─Ą═Īó├ōĄ¬ą¦┬╩Ė▀ĪóŽĄĮy(t©»ng)▀\ąąĘĆ(w©¦n)Č©Īó╩ŻėÓ╬█─Ó«a(ch©Żn)┴┐╔┘Ą╚ā×(y©Łu)³c;
ĪĪĪĪ2)▒Š░l(f©Ī)├„Ą─╔ŅČ╚╠Ä└Ē╣ż╦ć▓╔ė├Ī░ą§─²│┴ĄĒ│ž+ę╗╝ēŠ∙ŽÓ┤▀╗»│¶č§č§╗»Ę┤æ¬│ž+MBRĘ┤æ¬│ž+Č■╝ēŠ∙ŽÓ┤▀╗»│¶č§č§╗»Ę┤æ¬│žĪ▒╣ż╦ćŻ¼═Ļ╚½īŹ¼F(xi©żn)┴ŃØŌ┐sę║┼┼Ę┼Ż¼ĮŌøQ┴╦é„Įy(t©»ng)╝{×VĪóĘ┤ØB═ĖĄ╚─ż╠Ä└Ē¤oĘ©▒▄├ŌĄ─ØŌ┐sę║ļy╠Äų├å¢Ņ};
ĪĪĪĪ3)▒Š░l(f©Ī)├„Ą─ģÆč§╠Ä└ĒŽĄĮy(t©»ng)«a(ch©Żn)╔·Ą─šėÜŌ▌ö╦═ų┴šėÜŌā”╣▐Ż¼╠ß╝ā║¾Ż¼╚╝¤²Ż¼ė├ė┌╝ė¤ß╦∙╩÷Č╠│╠Ž§╗»╠Ä└ĒĪóģÆč§░▒č§╗»╠Ä└Ēå╬į¬Ż¼╩ŻėÓ¤ß┴┐ė├ė┌░l(f©Ī)ļŖŻ¼╠ß╣®╚½ÅSĄ─╩╣ė├ļŖ┴┐Ż¼īŹ¼F(xi©żn)─▄į┤ūįĮo;
ĪĪĪĪ4)▒Š░l(f©Ī)├„▓╔ė├PLC┐žųŲŽĄĮy(t©»ng)Ż¼┐╔īŹ¼F(xi©żn)ī”ų„¾w╔·╬’╣ż╦ćĄ─▀\ąąŚl╝■▀MąąīŹĢr┐žųŲŻ¼▒ŻūC╠Ä└Ē╣ż╦ćĄ─ĘĆ(w©¦n)Č©▀\ąą;
ĪĪĪĪ5)▒Š░l(f©Ī)├„Ą─Ą┌ę╗ĪóĄ┌Č■┤▀╗»│¶č§č§╗»Ę┤æ¬│žųąŻ¼╝ė╚ļę║¾w┤▀╗»ä®(Mn2+ĪóAg+)┤┘▀M│¶č§į┌╦«ųąĄ─ĘųĮŌĘ┤æ¬Ż¼«a(ch©Żn)╔·Ė³ČÓĄ─╗Ņąįūįė╔╗∙Ż¼┤¾Ę∙Č╚Ąž╠ßĖ▀┴╦ØB×Vę║ųąCODĄ─╚ź│²┬╩Ż¼ŪęŽ¹║─Ą─│¶č§ä®┴┐┤¾┤¾£p╔┘;
ĪĪĪĪ6)▒Š░l(f©Ī)├„Ą─│¶č§╔ŅČ╚╠Ä└Ē«a(ch©Żn)╔·Ą─│¶č§╬▓ÜŌŻ¼╩š╝»║¾▀M╚ļ│¶č§╬▓ÜŌĘųĮŌčbų├╠Ä└Ē║¾┼┼Ę┼Ż¼▒▄├Ō┴╦ī”Łh(hu©ón)Š│«a(ch©Żn)╔·╬Ż║”ĪŻ

